
Introduction
Pick the wrong turning method for a small diameter part and you're looking at increased scrap rates, tolerance failures, and production delays — none of which are acceptable when you're making components for medical devices, aerospace assemblies, or defense systems. The process decision matters as much as the material or design.
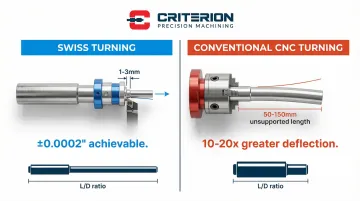
Both Swiss turning and conventional CNC turning produce tight-tolerance parts, but their mechanical designs solve different problems. Swiss turning's guide bushing keeps the workpiece supported at the cut point — a critical advantage for long, slender parts prone to deflection.
For parts under 2 inches in diameter, that distinction drives the choice. Get it right and you optimize cost, throughput, and quality. Get it wrong and you're fighting the process from the first op.
Key Takeaways
- Swiss turning uses a guide bushing to support bar stock at the cut point, enabling tolerances as tight as ±0.0002" with minimal deflection
- Conventional CNC turning offers more versatility for larger diameters and simpler geometries, without the guide bushing constraint
- Choose Swiss turning for: diameters under 1.5", length-to-diameter ratios above 3:1, tolerances ±0.0005" or tighter, complex multi-axis features, or volumes exceeding 1,000 parts
- Choose conventional CNC for: diameters over 2", simpler geometries, lower volumes (under 500 parts), or applications requiring setup flexibility
- The strongest deciding factors are L/D ratio, tolerance spec, and production volume — get those three right and the choice follows
Understanding Swiss Turning vs CNC Turning
Swiss turning is a precision machining process that uses a sliding headstock and guide bushing to support bar stock within 1–3mm of the cutting zone. This architecture enables extremely tight tolerances on small diameter parts by nearly eliminating workpiece deflection during cutting operations.
Conventional CNC turning represents the traditional approach where the workpiece remains stationary in a chuck or collet while cutting tools remove material. Without guide bushing support, the process relies on the workpiece's inherent rigidity—a limitation that becomes increasingly problematic as diameter decreases and length increases.
How Swiss Turning Works
The guide bushing system defines Swiss turning's precision advantage. Bar stock feeds through a stationary guide bushing positioned just millimeters from the cutting tool, providing continuous support that reduces deflection to essentially zero. This rigid support allows aggressive cuts on parts with extreme length-to-diameter ratios without the vibration or bending inherent to conventional methods.
The sliding headstock mechanism moves material longitudinally along the Z-axis while tools remain stationary. This segmented approach—turning short sections, advancing the bar, then machining the next segment—ensures the material being cut is always rigidly supported.
Modern Swiss machines compound this advantage with multi-axis capability in a single setup:
- 7–13 axes for complex geometry in one operation
- Live tooling for milling, drilling, and cross-hole features
- Sub-spindles for backworking without re-fixturing
How Conventional CNC Turning Works
Conventional lathes clamp the workpiece rigidly in a chuck, with cutting tools approaching from the outside as the part rotates. This cantilevered setup works well for short, rigid parts but creates challenges for small diameter work.
Without guide bushing support, parts with 50–150mm or more of unsupported length become susceptible to deflection, chatter, and tolerance drift. For parts with length-to-diameter ratios exceeding 4:1, conventional turning typically requires steady rests or tailstocks to prevent bending—adding setup complexity and limiting geometric possibilities.
Historical Context and Evolution
Swiss turning originated in Switzerland's watchmaking industry in the late 19th century. Jakob Schweizer, a watchmaker in the Biel/Bienne region, developed the sliding headstock concept in the 1870s to manufacture tiny, high-precision screws and shafts for watch movements.
The integration of CNC controls in the 1970s transformed mechanical cam-driven machines into programmable production systems capable of running high volumes with minimal operator involvement. Both methods advanced significantly—but the guide bushing architecture that defines Swiss turning remains the most reliable solution for small diameter, tight-tolerance work.
Key Differences Between Swiss and CNC Turning
While both processes remove material through rotational cutting, their fundamental design differences create distinct performance envelopes for small diameter parts. The guide bushing, workpiece support strategy, and machine architecture determine which process delivers optimal results for specific applications.
Workpiece Support and Deflection Control
Swiss lathes support the workpiece within 1-3mm of the cutting tool through the guide bushing, while conventional lathes may have 50-150mm or more of unsupported length. That gap directly determines how much the part deflects under cutting forces.
For a part with a 10:1 length-to-diameter ratio, deflection can be 10-20 times greater on a conventional lathe versus Swiss turning. This deflection manifests as dimensional variation, taper, and poor surface finish—problems that intensify with smaller diameters and longer lengths.
Part Size and Diameter Capabilities
Swiss turning is optimized for parts typically 0.125" to 1.5" in diameter, though some machines handle up to 2". The guide bushing itself limits maximum diameter—most Swiss machines accommodate bar stock up to 32-38mm (1.25-1.5").
Conventional CNC turning handles a much wider range, from 0.5" to 20"+ diameter. Once part diameter exceeds Swiss capacity, conventional turning becomes the only practical option. For parts under 1.25", both processes are viable, making other factors decisive.
Tolerance and Precision Capabilities
Swiss turning routinely achieves tolerances of ±0.0001" to ±0.0005", while conventional CNC turning on small diameter work typically holds ±0.001" to ±0.003". This precision difference stems directly from deflection control.
Medical implants and aerospace fasteners often require tolerances that only Swiss turning can reliably achieve in production. The guide bushing's support allows Swiss machines to maintain tight concentricity and dimensional accuracy over long part lengths—critical for components where micron-level precision impacts function and safety.
Multi-Axis and Live Tooling Capabilities
Modern Swiss lathes frequently feature 7-13 axes with live tooling for cross-drilling, milling, and flat generation. A sub-spindle is standard on most Swiss machines, grabbing the part after cutoff to perform backside machining in the same cycle—enabling true "done-in-one" production.
Conventional CNC lathes can include live tooling, but they typically require multiple setups or secondary operations for complex features. Swiss machines run simultaneous machining on main and sub-spindles, cutting cycle times considerably for complex geometries—an advantage that compounds at high volumes.
Production Efficiency and Cycle Time
Swiss turning excels at high-volume production with bar feeders enabling unattended operation. In one documented case, a Swiss lathe produced a part in 3 seconds compared to 8 seconds on a standard CNC machine—a 62% cycle time reduction.
Conventional turning is more efficient for lower volumes or larger parts where setup simplicity outweighs cycle time advantages. Swiss machines carry higher setup complexity, making them a poor fit for prototypes or runs under roughly 100-200 pieces, where setup cost erodes the per-part time savings.
When to Choose Swiss Turning for Small Diameter Parts
Swiss turning is the right process when part geometry, production volume, and tolerance requirements align with its core strengths: deflection control and multi-axis capability in a single setup. The higher programming complexity is offset by tighter tolerances, faster cycle times, and lower scrap rates at volume.
Small Diameter with High Length-to-Diameter Ratios
Parts with length-to-diameter ratios above 3:1 and diameters under 1.5" are ideal candidates for Swiss turning. The guide bushing support prevents deflection that would make these geometries impractical on conventional lathes.
Consider a 0.5" diameter pin that's 3" long (6:1 L/D ratio). On a conventional lathe, this slender part would deflect under cutting forces, making it extremely difficult to hold tolerance. Swiss machines handle L/D ratios up to 30:1 routinely—conventional equipment simply cannot match this without severe deflection problems.
Tight Tolerance Requirements (±0.0005" or Tighter)
Medical device components, aerospace fasteners, and precision instruments often require tolerances that only Swiss turning can reliably achieve in production. When your print specifies ±0.0002" positional accuracy or concentricity within 0.0003", Swiss turning is no longer optional—it's the only reliable production process.
Industries operating under ISO 13485 (medical devices) and AS9100 (aerospace) demand process capability that conventional turning cannot consistently deliver on small diameter work. The rigid support and thermal stability of Swiss machines provide the repeatability these regulated industries require.
Complex Geometries with Multiple Features
When a single part requires multiple operations, Swiss turning completes them in one setup—eliminating the dimensional stack-up errors that accumulate across multiple fixturings. Operations routinely combined on a Swiss machine include:
- Turned diameters and tapers
- Cross-drilled holes
- Milled flats and slots
- Threading (including backside features)
- Knurling
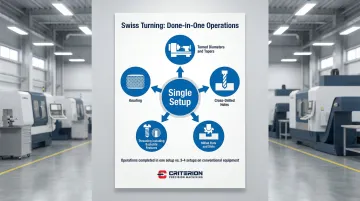
A medical device component needing all five of those features would require 3-4 setups on conventional equipment. Each repositioning introduces positioning error and handling risk. One-and-done setup maintains geometric relationships that multiple setups cannot.
High-Volume Production Runs (1,000+ Parts)
Bar feeders and single-operation completion allow Swiss machines to run largely unattended, making them highly cost-effective once volumes justify setup time. The programming investment amortizes quickly at scale.
Swiss turning is most efficient for batch sizes from 100 to 10,000 pieces. Below that threshold, conventional turning's simpler setup may be more economical. Above 10,000 pieces, lights-out capability and minimal per-part cycle time deliver substantial cost advantages.
Materials Prone to Deflection
Softer materials (aluminum, brass, plastics like PEEK) and difficult-to-machine alloys (titanium, Inconel) both amplify deflection problems that the guide bushing eliminates. The mechanism is different, but the result is the same: conventional turning struggles while Swiss turning holds geometry.
For titanium implants or Inconel aerospace components, guide bushing support minimizes tool chatter and consistently achieves surface finishes of Ra 4–16 µin—often eliminating the secondary grinding operations that conventional turning requires.
When Conventional CNC Turning Makes More Sense
Conventional CNC turning remains the better choice for certain part profiles, production volumes, and operational requirements. Knowing which conditions favor conventional turning helps you avoid unnecessary complexity and cost.
Larger Diameter Parts (Over 2 Inches)
Once part diameter exceeds the guide bushing capacity of Swiss machines (typically 1.5–2"), conventional CNC turning becomes the only practical option. Conventional lathes handle parts from a few inches to several feet in diameter—a range Swiss machines cannot address.
For parts in the 2–6" diameter range, conventional turning with proper tooling and cutting strategies delivers excellent results without the diameter limitations inherent to Swiss architecture.
Simpler Geometries and Lower Complexity
Parts requiring only basic turning operations—facing, turning, threading—without complex cross-features don't benefit from Swiss turning's multi-axis capabilities. The simpler programming and setup of conventional CNC turning makes it more cost-effective for straightforward cylindrical parts.
Consider the setup time difference on a simple shaft with two turned diameters and standard threading:
- Conventional lathe: ~15 minutes of setup
- Swiss machine: 2–3 hours of programming and setup
For geometrically simple parts, that gap is decisive.
Low to Medium Production Volumes (Under 500 Parts)
For batch sizes under 500 parts, the setup time and programming complexity of Swiss turning may not be justified compared to conventional CNC turning. The break-even point varies with part complexity, but conventional turning is generally more economical for lower volumes.
Prototypes and short-run production benefit from conventional turning's faster setup and simpler fixturing. You can often have parts running within an hour on conventional equipment versus half a day on Swiss machines.
Critical Decision Factors for Small Diameter Parts
Four factors determine which process wins for your part: geometry, tolerance stack-up, production volume, and material behavior. Get these wrong and you'll either overpay for Swiss capability you don't need or underestimate the deflection problems that will haunt your conventional CNC runs.
Part Diameter and Length-to-Diameter Ratio
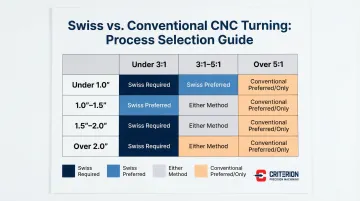
The L/D ratio serves as a primary selector: ratios above 3:1 with diameters under 1.5" strongly favor Swiss turning, while ratios under 3:1 or diameters above 2" favor conventional CNC. This guideline reflects deflection physics—longer, thinner parts amplify the advantages of guide bushing support.
Decision Matrix:
| Part Diameter | L/D Ratio < 3:1 | L/D Ratio 3:1 - 5:1 | L/D Ratio > 5:1 |
|---|---|---|---|
| < 1.0" | Either method | Swiss preferred | Swiss required |
| 1.0" - 1.5" | Conventional OK | Swiss preferred | Swiss required |
| 1.5" - 2.0" | Conventional preferred | Conventional preferred | Swiss if available |
| > 2.0" | Conventional | Conventional | Conventional |
Required Tolerances and Surface Finish
Start by mapping every tolerance on your print — positional, dimensional, and geometric. Conventional CNC holds ±0.001" reliably; anything tighter than that, particularly sub-thousandth features, points to Swiss turning. One out-of-tolerance critical feature is reason enough to route the whole part to Swiss.
Surface finish requirements below Ra 32 µin (0.8 µm) are more reliably achieved with Swiss turning's rigid support. Swiss machines typically deliver Ra 4-16 µin, while conventional turning produces Ra 16-32 µin—a difference that can eliminate secondary finishing operations.
Production Volume and Cost Per Part Analysis
Total cost per part must account for setup time, cycle time, scrap rate, and secondary operations—not just machine hour rates. Use this framework to calculate break-even volume:
Break-even volume = (Swiss Setup Cost - CNC Setup Cost) / (CNC Cycle Cost - Swiss Cycle Cost)
For example: if Swiss setup runs $500 more but saves $0.50 per part in cycle time, break-even lands at 1,000 parts. Below that threshold, conventional turning costs less. Above it, Swiss pays for itself — and the margin widens as volume grows.
Material Type and Machinability
Materials with poor rigidity (long-chain polymers, soft aluminum alloys) or difficult machinability (titanium, hardened steels, Inconel) benefit more from Swiss turning's support. These materials amplify deflection and chatter problems.
That's especially relevant for precision-ground bar stock in 316 stainless steel, titanium, or Inconel. Swiss turning's guide bushing support lets you run aggressive cutting parameters that conventional equipment simply can't sustain without chatter — translating directly to tighter cycle times and finishes that don't require secondary cleanup.
How Criterion Precision Machining Can Help
Criterion Precision Machining offers both Swiss turning and conventional CNC turning capabilities, allowing recommendations based on part requirements rather than equipment availability. With roots going back to 1953 and ISO 13485/ISO 9001 certifications, Criterion serves "No Failure" industries where the right manufacturing decision is critical.
Dual Capability for Optimal Process Selection
Running both Swiss-type lathes and multi-axis CNC turning centers means Criterion can match your part to the right process—not the other way around. Swiss turning handles diameters as small as 0.010" with tolerances down to ±0.0002". Conventional turning covers larger diameters and simpler geometries at the same precision standards.
Both processes run across a full material range: aluminum, stainless steel, titanium, PEEK, and other engineered materials common in medical and aerospace work.
Application Engineering Support
Criterion's engineering team evaluates part specifications, production volumes, and cost targets to recommend the right turning method before quoting begins. The ProShop ERP system then tracks every operation, tool, and measurement from quoting through shipment—providing full traceability for regulated industries.
Quality verification draws on a dedicated inspection lab, including:
- Global Advantage CMM with PC-DMIS software for tight-tolerance verification
- OASIS optical inspection systems
- Keyence measuring systems capable of inspecting up to 99 dimensions across 100 parts simultaneously

Industry-Specific Expertise
Criterion's work spans medical device, aerospace, defense, and photonics—sectors where small-diameter precision components carry real consequences. Experience producing surgical pins, implantable device components, orthopedic fasteners, and aerospace assemblies directly shapes how process recommendations get made.
FDA and ITAR registration means Criterion is equipped to handle regulated and controlled applications. When process selection affects compliance and documentation, that experience matters as much as the machining itself.
Conclusion
The choice between Swiss turning and conventional CNC turning for small diameter parts depends on part geometry, tolerance requirements, production volume, and material characteristics. Neither method is universally superior—the best choice aligns the manufacturing process with your specific production priorities and business objectives.
Swiss turning delivers unmatched precision and efficiency for small diameter, complex parts in high volumes, while conventional CNC turning offers versatility and cost-effectiveness for larger diameters, simpler geometries, and lower volumes. A shop with proven capability in both processes—like Criterion Precision Machining, which has offered Swiss turning, CNC turning, and 5-axis milling from its Brook Park, Ohio facility since 1953—can assess your part requirements objectively and match the right process to your application.
Frequently Asked Questions
What is the difference between Swiss turning and CNC turning?
Swiss turning uses a guide bushing and sliding headstock to support bar stock within millimeters of the cutting tool, enabling superior precision on small diameter parts with tolerances as tight as ±0.0002". Conventional CNC turning holds the workpiece in a chuck without guide bushing support, making it better suited for larger diameters and simpler geometries.
When should I choose Swiss turning over conventional CNC turning?
Choose Swiss turning when part diameter is under 1.5", length-to-diameter ratio exceeds 3:1, tolerances are ±0.0005" or tighter, parts have complex multi-axis features, or production volume exceeds 1,000 parts. If your part checks multiple boxes on that list, Swiss turning is almost always the right call.
What part sizes are best suited for Swiss turning?
Swiss turning is optimized for parts with diameters between 0.125" and 1.5" (up to 2" on larger machines), with the guide bushing limiting maximum diameter. Conventional CNC turning handles much larger diameters from 0.5" to 20"+, making it the better choice once parts exceed Swiss capacity.
Is Swiss turning more expensive than conventional CNC turning?
Swiss turning carries higher setup costs and programming complexity, but faster cycle times and single-operation completion make it more cost-effective at volumes of 1,000+ parts. Conventional CNC is the better choice for lower volumes or simpler parts where setup efficiency outweighs cycle time savings.
Can Swiss turning handle the same materials as conventional CNC turning?
Both processes handle the same material range — stainless steel, aluminum, titanium, brass, plastics, and specialty alloys. Swiss turning's guide bushing support enables more aggressive cutting parameters and better surface finishes on difficult materials like titanium and Inconel.
What tolerances can Swiss turning achieve compared to conventional CNC turning?
Swiss turning routinely holds ±0.0002" to ±0.0005" because the guide bushing eliminates deflection at the cut point. Conventional CNC turning on small diameter parts typically achieves ±0.001" to ±0.002", with precision degrading further on longer, unsupported workpieces.


