Introduction
Precision machined parts typically cost 30–50% more than standard tolerance components, yet many parts are over-specified with tight tolerances that don't affect functionality. Specifying ±0.0005" tolerances across an entire part instead of only on critical surfaces can double machining time and increase inspection costs by 40%.
For medical device, aerospace, defense, and photonics applications, precision machined parts typically range from $50 to $5,000+ per part depending on complexity, material, and tolerance requirements. Most of that cost is locked in before production starts — through early-stage design decisions, over-specified tolerances, and missing manufacturing input at the drawing stage.
This guide covers how design decisions, process management, and manufacturing partnerships affect your per-part cost — and where you can reduce spend without compromising the tolerances that actually matter for function and compliance.
Key Takeaways
- Over-tolerancing non-critical features is one of the fastest ways to inflate per-part cost
- Tolerance specs, feature complexity, material selection, and setup requirements each drive machining cost
- Greatest savings come from applying tight tolerances only to surfaces that directly affect function
- Supplier partnerships and DFM reviews catch costly design decisions before production starts
- Process controls reduce rework and inspection time — two expenses that rarely appear on initial quotes
How Costs Around Precision Machined Parts Typically Build Up
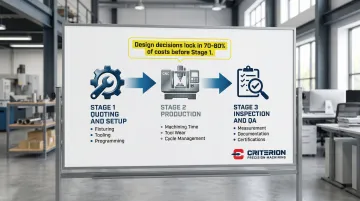
70-80% of a product's lifecycle cost is locked in at the design phase — before a single chip is cut. Costs then compound through every downstream stage:
- Quoting and setup: fixturing, tooling, and programming
- Production: machining time, tool wear, and cycle management
- Inspection and QA: measurement, documentation, and material certifications
Cost build-up is both frontloaded and compounding. Design decisions create the foundation, but each tight tolerance feature multiplies inspection time exponentially. The most expensive costs are rework and scrap from parts that fall outside tolerance.
What makes this particularly costly is how well these risks hide on paper. A drawing can look straightforward, but a ±0.0002" perpendicularity callout on a deep pocket can triple machining time and demand specialized measurement equipment — like a coordinate measuring machine (CMM) operating in a temperature-controlled environment.
Key Cost Drivers for Precision Machined Parts
Tolerance Specifications
Tolerance specifications are the primary cost driver. The difference between ±0.005" (standard) and ±0.0005" (tight) can increase machining costs by 30-50% due to slower feeds, additional finishing passes, and more frequent tool changes. Moving to ultra-precision tolerances can drive costs up 2-24x depending on geometry and material.
Feature Complexity
Feature complexity raises costs through specialized tooling, longer setup time, and higher risk of tool breakage or part deflection. These feature types are the most common culprits:
- Deep pockets require extended-reach tooling and slower cutting speeds
- Thin walls deflect under cutting forces, demanding lighter passes and more setups
- Complex geometries often require 4- or 5-axis repositioning
- Small internal radii force the use of miniature end mills with higher breakage rates
Material Selection
Material selection affects costs in multiple ways:
- Harder materials (titanium, Inconel, hardened steels) wear tools faster and machine slower
- Specialty materials require material certifications and traceability documentation
- Material waste from complex geometries increases raw material costs
Titanium can cost 3-5x more to machine than aluminum due to slower cutting speeds and rapid tool wear.
Decision Timing
Design decisions lock in roughly 70-80% of a part's total cost before a single chip is cut. Production conditions — batch size, setup efficiency, fixturing — account for most of the remainder. Changes made after initial production, whether tolerance tightening, material substitutions, or design revisions, are the most expensive: they trigger re-quoting, new toolpaths, and potential requalification. Early DFM review is the highest-leverage place to reduce cost without touching tolerance.
Cost-Reduction Strategies for Precision Machined Parts
Cost reduction in precision machining comes from three directions: design decisions, process management, and supplier partnerships. The strategies below address all three.
Strategies That Reduce Costs by Changing Design Decisions
Strategy 1: Apply Tolerance Zones Strategically
Specify tight tolerances (±0.0002" to ±0.001") only on functional surfaces like mating features, bearing surfaces, and critical dimensions. Use standard tolerances (±0.005" to ±0.010") on non-critical features.
How to identify which features truly need precision:
- Conduct tolerance stackup analysis to understand how dimensions affect assembly
- Review functional requirements with engineering teams
- Identify mating surfaces, bearing fits, and sealing surfaces
- Consider which dimensions affect part interchangeability
Criterion Precision Machining routinely machines photonics components with tight concentricity requirements and complex bores where optical paths must remain perfectly true. For these applications, they apply ±0.0002" tolerances to critical optical surfaces while using standard tolerances elsewhere, reducing overall manufacturing costs while maintaining optical performance.
Strategy 2: Optimize Internal Geometries
Design with machinable features to reduce machining time by 30-50%:
- Corner radii of at least 1/3 the pocket depth (eliminates need for small, fragile tools)
- Pocket depth no greater than 4X its width
- Consistent radii throughout the part to reduce tool changes
The 130% rule recommends designing internal corner radii to be at least 130% of the tool radius, allowing tools to move continuously without stopping, reducing chatter and tool wear.
Strategy 3: Standardize Hole Sizes and Thread Specifications
Use standard sizes that match available tooling:
- Hole sizes: Standard fractional drill sizes (1/8", 1/4", 3/8"), letter/number drill sizes, or whole millimeters — not arbitrary dimensions like 0.492"
- Thread sizes: Common specifications (4-40, 6-32, 1/4-20) instead of specialty threads
- Thread depth: Limit threaded hole depth to 1.5–3X the diameter
Non-standard sizes require custom tooling or additional operations. A standard drill plunges a hole in seconds; milling that same hole to a non-standard size using interpolation takes several times longer.
Strategy 4: Select Materials Based on Machinability and Functional Requirements
Choose free-machining materials when strength requirements allow:
- Highly machinable: Aluminum 6061, brass 360, 12L14 steel
- Moderate machinability: 304/316 stainless steel, carbon steels
- Difficult to machine: Titanium, Inconel, hardened steels (can increase costs 3–5x)

Understand when material upgrades are justified. For medical device implants, surgical-grade stainless steel or titanium may be necessary for biocompatibility despite higher machining costs. For housings or brackets, aluminum often provides sufficient strength at lower cost.
Strategies That Reduce Costs by Improving Manufacturing Process Management
Strategy 5: Batch Production Appropriately
Setup costs (fixturing, programming, first article inspection) spread across production quantity. Increasing batch sizes from 1 to 100 can reduce per-unit costs by over 80%.
Cost curve across quantities:
| Quantity | Cost Impact | Considerations |
|---|---|---|
| 1–10 units | Setup cost dominates unit price | Best for prototypes and validation |
| 50–100 units | Setup cost significantly diluted | Sweet spot for many precision parts |
| 500+ units | Approaching material + machine time floor | Consider dedicated tooling investments |
The optimal batch size balances per-part cost reduction against inventory carrying costs.
Strategy 6: Minimize Secondary Operations and Finish Requirements
Each additional operation adds handling time, inspection steps, and lead time:
- Consolidate to a single finish type (avoid mixing anodize, chem film, and plating)
- Specify uniform surface finishes rather than mixing bead blast and smooth finishes
- Evaluate whether heat treating, grinding, or EDM are truly required
Criterion Precision Machining provides in-house secondary operations including tumbling, laser marking, and wire EDM, eliminating the need to coordinate with multiple vendors and reducing overall lead times.
Strategy 7: Design for Efficient Fixturing and Setup
Reduce the number of setups required:
- Minimize orientations — design parts that can be machined from one or two positions
- Include flat surfaces and parallel sides for clamping
- Avoid features that require custom soft jaws or specialized fixtures
Reducing setups from 4 to 2 can cut costs by 20–30%. Criterion's 5-axis CNC milling capabilities allow complex geometries to be machined in single setups, reducing handling time and potential errors.

Strategy 8: Leverage Quality Systems to Prevent Rework
Partner with ISO-certified shops that have documented quality processes, statistical process control, and advanced measurement equipment. Shops with ISO 9001:2015 certification reduce defect rates by 18–25%.
Preventing one scrapped part often pays for the entire quality infrastructure. First article inspection (FAI) and in-process verification can reduce scrap rates from 12% to 0% and rejection rates from 35% to 0.5%.
Criterion's Quality Assurance program includes multiple inspection points using a Global Advantage CMM with PC-DMIS software and OASIS optical inspection systems. Their Keyence measuring systems can inspect up to 99 dimensions on 100 parts simultaneously.
Strategies That Reduce Costs by Optimizing Manufacturing Context and Partnerships
Strategy 9: Engage Manufacturing Partners Early for DFM Review
Submit designs for Design for Manufacturability (DFM) feedback before finalizing drawings. A 30-minute DFM consultation can identify cost-saving opportunities worth thousands of dollars.
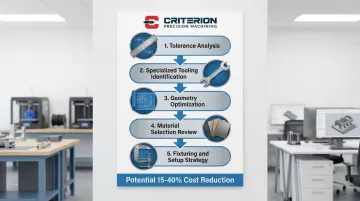
Outsourced DFM reviews can reduce manufacturing costs by 15–40%. In one case, DFM optimization for a medical device reduced machining cost by 35% and cycle time by 40%.
What happens in a DFM review:
- Analysis of tolerance requirements and their functional justification
- Identification of features that require specialized tooling
- Recommendations for geometry optimization
- Material selection review
- Fixturing and setup strategy discussion
Bring specific questions to get the most out of that conversation:
Questions to ask your machining partner:
- Which tolerances are driving the most cost?
- Are there alternative geometries that would reduce machining time?
- Can we consolidate operations or reduce setups?
- What material alternatives would you recommend?
Strategy 10: Right-Size Supplier Capabilities to Part Requirements
Match part complexity and tolerance requirements to supplier capabilities. Don't pay for 5-axis and Swiss turning capabilities if your part can be made on a 3-axis mill. Conversely, don't send tight-tolerance medical device components to a general job shop.
How to evaluate supplier capabilities:
- Equipment matched to your part geometry
- Certifications relevant to your industry (ISO 13485 for medical, AS9100 for aerospace)
- CMM capability for tight tolerances
- Demonstrated experience with your specific materials
Criterion focuses on medical device, aerospace, defense, and photonics — industries where defects are not an option. Their Swiss turning handles micro-components as small as 0.010" diameter, while 5-axis milling accommodates parts up to 17"×22"×17".
Strategy 11: Optimize Order Timing and Inventory Strategy
Balance lead time requirements against cost. Rush orders typically incur premiums of 30–60%, with extreme expedites reaching 150–250% to cover overtime and schedule disruption.
Strategic approaches:
- Plan ahead — standard lead times eliminate rush charges entirely
- Use blanket orders with scheduled releases for recurring parts
- For high-volume components, explore vendor-managed inventory or consignment arrangements
Strategy 12: Consolidate Part Designs Where Possible
Analyze whether complex assemblies could be redesigned:
- Combine multiple simple parts into one complex part to reduce assembly labor
- Split extremely complex single parts into simpler components that are bolted or welded together
Decision criteria:
- If assembly labor exceeds the cost premium for complex machining, consolidate
- If a single complex part requires extensive secondary operations, consider splitting
- Evaluate total cost including assembly, inspection, and inventory management
Conclusion
Reducing costs for precision machined parts requires identifying where costs originate—usually in design decisions about tolerances and features—rather than simply shopping for the lowest bid, which often leads to quality issues and expensive rework.
The most effective cost reductions come from understanding which tolerances actually drive function and which are holdovers from conservative engineering habit. That requires honest collaboration with your machining partner—someone who can review your design, flag over-specified features, and recommend process-level adjustments before a single chip is cut.
Apply these strategies consistently and the savings compound: fewer setups, better material utilization, and less rework on parts that need to perform in medical device, aerospace, defense, and photonics environments where there's no margin for error.
Frequently Asked Questions
How to reduce machining cost?
Machining costs reduce by specifying tight tolerances only where functionally required, optimizing part geometry for manufacturability (proper radii, standard hole sizes, limited depth), and selecting materials based on machinability rather than over-specifying strength requirements.
How do you design for manufacturability?
DFM means designing parts with manufacturing constraints in mind from the start—using standard tooling sizes and features that don't require specialized setups. Engaging your machining partner for a design review before drawings are finalized is the most direct way to catch costly issues early.
How is machining cost calculated?
Machining cost comprises four main categories: setup time (fixturing, programming, first article), material cost (raw stock plus waste), machining time (cutting speeds, number of operations, tool changes), and post-processing (inspection, finishing, secondary operations). Of these, machining time is typically the largest variable cost driver.
Can you maintain tight tolerances while reducing costs?
Yes, by applying tight tolerances strategically only to critical functional surfaces rather than across the entire part, you maintain the precision where needed while reducing overall machining and inspection time on non-critical features.
What tolerances should I specify on my drawings?
Use standard tolerances (±0.005" to ±0.010") as the default for most features, with tight tolerances (±0.0002" to ±0.001") called out explicitly only on critical dimensions like mating surfaces, bearing fits, and functional interfaces. Conduct tolerance stackup analysis to determine true requirements.
How does material choice affect machining costs for tight-tolerance parts?
Softer, free-machining materials like aluminum 6061, brass 360, and 12L14 steel machine faster and hold tolerances with less difficulty. Harder materials such as titanium, Inconel, and hardened steels increase tool wear, require slower cutting speeds, and often need additional finishing operations — potentially increasing costs by 200–400%.