Many procurement professionals and engineers struggle with creating RFQs that communicate their true needs. According to research on manufacturing project outcomes, incomplete specifications and design changes contribute to 56.5% of cost overruns and 40% of project delays. These aren't just statistics—they represent real budget surprises, missed deadlines, and strained supplier relationships.
A well-crafted RFQ saves time, ensures accurate pricing, and helps identify the right precision machining partner for critical components. This guide walks through exactly what information to include in your RFQ to get accurate quotes from qualified suppliers.
TLDR: Quick RFQ Checklist for Precision Machined Parts
- Include PDF drawings and STEP files with current revision levels — both are needed for accurate quoting
- Specify exact material grades (e.g., 316L per ASTM A276) and whether you or the shop sources the stock
- State prototype vs. production quantities, expected annual volume, and how often you'll reorder
- Call out which features hold tight tolerances (±0.0002") vs. standard (±0.010") — don't leave it to interpretation
- List required certifications upfront: ISO 9001, ISO 13485 (medical), AS9100 (aerospace), or ITAR (defense)
Why a Well-Written RFQ Matters
Incomplete RFQs create a cascade of problems that extend beyond the quoting phase. When critical information is missing, machine shops face an impossible choice: make assumptions that could lead to underpricing (and later disputes), or pad their quotes to cover unknown risks.
Either way, you receive quotes that don't reflect actual costs. A shop might quote $50 per part based on standard tolerances, only for the price to jump to $120 when they discover you need ±0.0002" tolerances and passivation — details buried in revision notes or flagged after the fact.
Detailed RFQs help machine shops understand your true needs, enabling them to suggest cost-saving alternatives or identify potential manufacturing challenges early. For example, a shop reviewing your 3D model might notice that adjusting a pocket depth by 0.030" would eliminate a tool change and reduce cost by 15%. But they can only offer this insight if they have complete information upfront.
Complete RFQs also compress your timeline. Shops using modern quoting systems can respond to well-structured RFQs in under 24 hours, sometimes in as little as 15 minutes. Incomplete RFQs sit in queues while estimators chase down missing information — pushing your project start date back before work even begins.
Essential Information to Include in Your RFQ
Company and Contact Information
Provide complete contact details to streamline the quoting process:
- Primary contact name, title, phone, and email
- Billing address and shipping address (if different)
- Company tax ID or business identifiers for vendor setup
- Preferred communication method for questions
Part Quantities and Production Type
Specify whether this is prototype development, pilot production, or full production run:
- 1–10 pieces for design validation (prototype quantities)
- 25–100 pieces for testing and qualification (pilot production)
- Annual forecast and typical order quantities (production volumes)
- One-time purchase vs. ongoing releases — monthly or quarterly
Include "break pricing" requests (for example, pricing at 50, 100, 500, and 1,000 units) to understand where economies of scale begin. A part costing $85 each for 10 prototypes can drop to $22 each at 500 units due to optimized tooling and setup amortization.

Material Specifications
Identify exact material grades using standard designations:
- Stainless steel: Specify 316L per ASTM A276 (bar) or ASTM A240 (plate), not just "stainless"
- Titanium: Ti-6Al-4V Grade 5 per AMS 4928 for aerospace; ASTM F136 for medical implants
- Plastics: PEEK Grade 1 (virgin) per ASTM D6262, not generic "PEEK"
- Material condition: Annealed, solution treated, or as-rolled
Clarify whether you'll supply material or if the machine shop should source it. For critical applications, request Material Test Reports (MTRs) or mill certifications for full traceability.
Lead Time and Delivery Schedule
Once material requirements are locked in, delivery expectations become the next variable shops need to plan around.
State realistic delivery expectations:
- Target delivery date: Based on your project timeline
- Flexibility: Firm deadline vs. approximate need date
- Future needs: Mention if you anticipate needing expedited service for follow-on orders
Research from Modern Machine Shop shows that shops responding within 2 hours have a 90% win rate, while those taking 5+ days win less than 5% of jobs. Complete RFQs enable capable suppliers to respond quickly and secure capacity.
Budget Parameters (Optional but Helpful)
Sharing target price ranges helps shops determine fit before investing time in a detailed quote. Even rough numbers are useful:
- A not-to-exceed price signals your hard ceiling
- Prior quote benchmarks give shops a reference point for competitiveness
Transparency here can prompt suppliers to suggest alternatives — adjusting tolerances on non-critical features, for instance, or recommending materials with similar properties at lower cost.
Industry and Application Context
Describe the end-use application to help shops understand requirements:
- The industry: medical device, aerospace, defense, or optical equipment
- The specific application: surgical instrument, flight control assembly, weapons sight, or lens housing
- Critical performance factors: "no failure" requirements, environmental conditions, or regulatory constraints
For example, shops like Criterion Precision Machining maintain ISO 13485 certification specifically for medical device manufacturing, where component failure can have life-threatening consequences.
Technical Specifications That Make or Break Your Quote
Detailed Technical Drawings
Provide comprehensive documentation in industry-standard formats:
- PDF drawings: Master files with critical dimensions clearly marked, GD&T callouts, and material specifications
- 3D CAD models: STEP format (ISO 10303) for comprehensive geometry understanding
- Current revision: Ensure drawings reflect the latest design revision to prevent quoting outdated specifications
STEP files enable automated quoting systems to analyze geometry for manufacturability, reducing quote turnaround from hours to minutes when data is clean and complete.
Tolerance Requirements
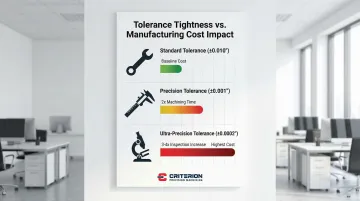
Specify tolerances clearly, distinguishing between standard and precision features:
- Standard tolerances: ±0.010" for non-critical dimensions
- Tight tolerances: ±0.001" to ±0.0002" for critical mating surfaces
- Critical dimensions: Mark which features are critical to function vs. reference
Tightening tolerances beyond standard levels drives cost exponentially due to specialized tooling, slower machining speeds, and increased inspection requirements. Moving from ±0.010" to ±0.001" can double machining time and increase inspection costs by 3-4x.
Use ISO 286 limits and fits (such as H7/g6) for mating parts. Apply ASME Y14.5 GD&T to control geometry — flatness, parallelism, position — rather than relying on linear dimensions alone.
Surface Finish Specifications
Define surface roughness using standardized parameters:
- Ra values: Specify per ASME B46.1 (such as 32 µin Ra for sealing surfaces or 125 µin Ra for general machining)
- Cosmetic requirements: Visual quality standards beyond functional finish
- Special treatments: Polishing, bead blasting, specific coatings
| Application | Typical Ra | Notes |
|---|---|---|
| General machining | 125 µin (3.2 µm) | Standard as-machined finish |
| Sealing surfaces | 32-63 µin (0.8-1.6 µm) | Required for O-rings, gaskets |
| Aerospace/fatigue | 16-32 µin (0.4-0.8 µm) | Reduces stress concentrations |
| Medical/optics | <8 µin (<0.2 µm) | Requires secondary polishing |
Finishes smoother than 32 µin typically require secondary operations like grinding or electropolishing, significantly impacting lead time and cost.
Secondary Operations and Treatments
List all required post-machining processes:
- Heat treatments: Stress relief, hardening, annealing (specify standards like AMS 2759/3 for precipitation hardening)
- Surface treatments: Anodizing per MIL-A-8625, passivation per ASTM A967, electroplating per ASTM B633
- Special processes: Deburring standards, ultrasonic cleaning, laser marking
Secondary operations must be specified upfront: they fundamentally change both the quote and the schedule. A part requiring heat treatment and Nadcap-certified plating can add 2-3 weeks to delivery and 40% to unit cost.
Inspection and Testing Requirements
Define inspection protocols clearly:
- First article inspection (FAI): Full dimensional report for initial production
- In-process checks: Critical dimensions verified during machining
- CMM inspection: For complex geometries requiring coordinate measurement
- Non-destructive testing: X-ray, dye penetrant, magnetic particle per ASTM standards
Specifying CMM inspection requirements upfront — measurement points, datum references, reporting format — allows shops to price and plan for it accurately rather than treating it as an afterthought that delays delivery.
Quality, Certification, and Compliance Requirements
Industry-Specific Certifications
Identify required quality certifications based on your industry:
- ISO 9001: Baseline quality management for general manufacturing
- ISO 13485: Medical device quality management system
- AS9100: Aerospace quality management with additional aviation requirements
- ITAR registration: Required for defense-related technical data and components
For medical device components, shops like Criterion Precision Machining maintain ISO 13485 certification — which requires documented process controls, corrective action procedures, and traceability protocols designed for regulated manufacturing environments.
Required Documentation Package
List documentation needed with each shipment:
- Certificate of Conformance verifying parts meet PO specifications
- Material certifications (MTRs or mill certs) for full traceability
- Dimensional inspection data and CMM reports
- Lot numbers, serial numbers, and manufacturing date codes
For critical applications, specify if you need sub-tier supplier documentation (for example, heat treat certifications from the processor, not just the machine shop's CoC).
Special Process Certifications
Secondary processes — heat treatment, plating, welding — often carry their own certification requirements separate from your machine shop's quality system. Identify which apply:
- Nadcap: For aerospace heat treatment, plating, welding
- Welding certifications: AWS D17.1 for aerospace, specific welder qualifications
- RoHS/REACH compliance: For parts entering EU markets
- Conflict minerals reporting: For regulated industries
Manufacturing Standards and Practices
Specify any required manufacturing environments:
- Clean room access at ISO Class 7 or Class 8 for medical and optical components
- ESD protocols for electronics assemblies
- Controlled temperature and humidity environments where dimensional stability is critical
Common RFQ Mistakes to Avoid
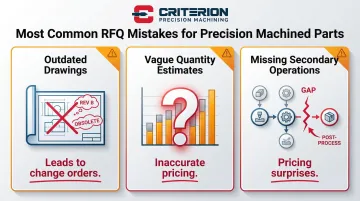
Three mistakes show up repeatedly in RFQs for precision machined parts — and each one leads to inaccurate quotes, change orders, or broken supplier relationships.
Outdated or Incomplete Drawings
Quotes built on the wrong revision become problems the moment production starts. The shop optimizes tooling for the old design, then discovers the geometry changed. Verify your drawings reflect the current revision before sending — every time.
Vague or Inflated Quantity Estimates
"TBD" quantities and inflated projections make accurate pricing impossible. Some buyers overstate volumes hoping for lower unit prices, but shops optimize tooling around those numbers. When actual orders fall short, everyone loses. Give honest volume expectations upfront.
Missing Secondary Operations
Omitting finishing requirements causes the sharpest pricing surprises. A quote at $40/part can climb to $85/part once you add heat treatment, passivation, and laser marking. List every required operation — including secondary steps — before sending the RFQ.
Frequently Asked Questions
How long should I expect to wait for a quote after submitting an RFQ?
Simple parts with complete specifications typically quote within 3-5 business days. Complex parts requiring secondary operations—heat treat, plating, or third-party testing—can take 1-2 weeks as shops confirm capabilities and vendor pricing.
What file formats should I use for technical drawings in an RFQ?
Use PDF for master drawings and STEP files for 3D models. These are industry-standard formats that most precision machine shops can work with. Avoid proprietary formats unless you confirm the shop has compatible software.
Should I include my budget in the RFQ?
Sharing budget ranges can help shops suggest appropriate manufacturing approaches, though it's not required. Focus first on getting accurate quotes based on specifications. If quotes exceed budget, reputable shops can suggest material substitutions or process changes to bring costs in line.
How many suppliers should I send my RFQ to?
Industry research suggests 3-5 qualified suppliers provides competitive comparison while not overwhelming yourself with quote management. Focus on quality of supplier match over quantity of quotes—pre-qualify shops based on capabilities and certifications.
What if I don't have all the information requested in an RFQ checklist?
Reputable machine shops will contact you for missing information. More complete RFQs get faster, more accurate quotes. If information is truly unavailable, note it explicitly in your RFQ so shops know you're aware of the gap.
Can I submit an RFQ for a part that's still in the design phase?
Yes, preliminary RFQs are common. Clearly communicate the design status and expect quotes to adjust as the design finalizes. Some shops offer Design for Manufacturability (DFM) reviews to catch potential issues before production begins.