
Introduction
When a surgical implant fails or an aerospace component drifts out of tolerance, the consequences go beyond rework costs. Engineers and procurement teams in regulated industries can't afford a shop that simply "can mill metal." They need a partner whose entire process is engineered around zero-defect outcomes.
Precision CNC milling is the manufacturing process that makes that standard achievable. By combining computer-controlled motion, specialized tooling, and in-process inspection, it produces parts with dimensional tolerances — often held to ±0.0002" — that standard machining cannot reliably maintain.
This guide covers what you need to evaluate the process and select the right manufacturing partner:
- What precision CNC milling is and how it differs from standard milling
- The step-by-step workflow from CAD to inspection
- Machine types, axis configurations, and common operations
- Compatible materials and industry applications
- What to require from any precision milling partner
Key Takeaways
- Precision CNC milling achieves tolerances as tight as ±.0002", making it essential for mission-critical components
- Every job follows the same sequence: CAD design → CAM programming → setup → milling → post-processing → inspection
- Axis count (3-axis vs. 5-axis) determines part complexity and the number of required setups
- Material selection drives part performance — choose based on operating environment, load requirements, and industry spec
- ISO certifications and documented inspection protocols are required entry points for regulated industries like medical device, aerospace, and defense
What Is Precision CNC Milling?
Precision CNC milling is a computer-controlled subtractive manufacturing process where rotating cutting tools remove material from a fixed workpiece to produce parts with extremely tight dimensional tolerances. That distinction from standard CNC milling is a real technical threshold, not a marketing label.
According to Protolabs, standard CNC machining typically holds ±.005", while precision or production machining targets ±.002" — with reamed holes reaching ±.0005" and feature locations holding ±.002" when machined on the same setup. Shops like Criterion Precision Machining push further still, achieving tolerances down to ±.0002" for medical, aerospace, and photonics components.
The Role of CNC Control
"CNC" stands for Computer Numerical Control. Machine movements are governed entirely by pre-programmed digital instructions — specifically G-code, which NIST identifies as standardized under ISO 6983. This eliminates manual intervention and the human variability that comes with it. The same program reliably produces identical parts across an entire production run.
What "Precision" Actually Adds
Hitting ±.002" or tighter requires more than a good CNC controller. It demands:
- Specialized machines with rigid construction and calibrated spindles
- Advanced tooling selected for the specific material and geometry
- Experienced CAM programmers who understand tolerance stack-up
- In-process measurement to catch and correct drift before it compounds
Milling vs. Other Subtractive Processes
CNC milling excels at flat surfaces, complex 3D contours, pockets, slots, and non-symmetrical geometries. CNC turning handles cylindrical parts more efficiently, while EDM reaches tighter tolerances on hardened materials or micro-features where milling tooling cannot access. Understanding where milling fits within the broader process landscape helps clarify when precision CNC milling is the right manufacturing method — and when a different approach makes more sense.
How Precision CNC Milling Works: Step-by-Step
Step 1 — CAD Design
Every part starts as a 3D model built in CAD software such as SolidWorks or AutoCAD. The model defines all geometry, dimensions, tolerances, and features.
A Design for Manufacturability (DFM) review at this stage matters: Protolabs' DFM guidance notes that CAD analysis can flag thin walls under .020", deep holes, and other features that risk flex, warp, or tool breakage during machining. Those are issues that cost far more to fix after a first article run than during design review.
Step 2 — CAM Programming
CAM software translates the CAD model into toolpaths and machine-readable G-code, optimizing cutting sequences, tool selection, spindle speeds, feed rates, and depth of cut. Complex parts can require thousands of G-code lines. Experienced programmers review the code before machining begins — specifically to minimize tolerance stack-up across multiple operations.
Step 3 — Machine Setup and Workholding
Any movement or vibration during cutting introduces dimensional error. Proper fixturing locks the workpiece so it cannot shift under cutting forces. Tool selection — end mills, face cutters, ball-nose cutters — is matched to feature geometry and material. The machine is calibrated before the first cut.
Step 4 — Milling Execution
The CNC machine executes programmed toolpaths with the spindle rotating at controlled speeds, removing material in precise increments. On longer production runs, operators monitor in-process measurements and adjust parameters to maintain tolerances as tools wear.
Step 5 — Post-Processing and Inspection
Once machining is complete, parts may undergo deburring, surface finishing, or secondary operations before moving to inspection — the step that validates conformance. CMMs (Coordinate Measuring Machines) and other precision metrology equipment verify that every critical dimension meets specification before a part ships.
Hexagon notes that CMM measurement uncertainty should be 5 to 10 times more accurate than the part tolerance being verified — meaning ±.0002" parts require sub-micron measurement capability.

Types of Precision CNC Milling Machines and Operations
Vertical vs. Horizontal Milling Machines
Vertical machining centers position the spindle perpendicular to the table. They're the most common configuration for precision work — well-suited for prismatic parts, pockets, and surface milling where operator access and chip visibility matter.
Horizontal machining centers orient the spindle parallel to the table. They handle heavier cuts, multi-face parts, and complex aerospace structures more effectively. Makino's horizontal 5-axis centers, for example, are specifically applied to monolithic airframe components and wing ribs where chip clearance and rigidity are critical.
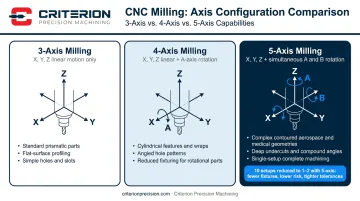
3-Axis, 4-Axis, and 5-Axis CNC Milling
| Configuration | Movement | Best For |
|---|---|---|
| 3-axis | X, Y, Z linear | Prismatic parts, flat surfaces, simple pockets |
| 4-axis | X, Y, Z + rotation around one axis | Helical slots, circumferential features |
| 5-axis | All five axes simultaneously | Complex compound angles, undercuts, organic shapes |
The setup reduction from 5-axis capability is where tolerance gains compound. Haas documents that 5-axis machining can reduce setups from 10 on a 3-axis machine to 1 or 2.
Each time a part is repositioned, it introduces potential alignment error. Fewer setups means lower cumulative tolerance deviation — critical for aerospace structural components, medical implants, and photonics housings where compound-angle tolerances cannot be achieved any other way.
Criterion Precision Machining operates HAAS UMC 500 SS 5-axis mills with 20-pallet pools alongside Brother R450X2 pallet changers and Kitamura horizontal mills — a fleet specifically configured for high-mix precision production.
Common Milling Operations
- Face milling — generates flat reference surfaces
- Profile milling — follows contours for external and internal shapes
- Pocket milling — creates recessed cavities to specified depth and finish
- Slot cutting — produces slots, keyways, and channels
- Drilling and boring — creates and sizes holes to tight diameter tolerances
Precision CNC mills commonly combine several of these operations in a single program. Single-setup execution eliminates repositioning error between features — a meaningful advantage when holding tolerances down to ±.0002" across compound geometry.
Materials Used in Precision CNC Milling
Metals
Aluminum alloys (6061, 7075) are the default choice for lightweight aerospace structures and photonics housings. They machine readily at high speeds, though high-silicon aluminum variants require specialized tooling grades.
Stainless steel (303, 304, 316) handles corrosion resistance requirements in medical and defense applications. Each grade behaves differently under the cutter:
- 303 machines 25–30% faster than 304 per SSINA data, making it the preferred choice when machinability is the priority
- 304 work-hardens rapidly and demands sharp tooling with careful feed management
- 316 adds molybdenum for pitting resistance, which is critical for implants and marine-exposure components
Titanium Ti-6Al-4V is the standard for implantable orthopedic devices (covered under ASTM F136 for surgical implants) and aerospace structures. Its poor thermal conductivity concentrates heat at the cutting edge, requiring uncoated carbide tooling with positive geometries and controlled cutting speeds.
Inconel and heat-resistant superalloys are used in extreme-temperature environments. Machining requires PVD or CVD-coated carbide grades and significantly reduced feed rates.
Engineering Plastics
- PEEK — High dimensional stability, biocompatible (ASTM F2026 covers PEEK for surgical implants), used for catheter components, implant devices, and photonics housings
- Delrin (POM) — Excellent machinability for complex geometries, tight dimensional control
- Nylon (polyamide) — Moisture absorption affects final dimensions; design must account for this
Plastics require adjusted spindle speeds and cooling strategies. Heat buildup during cutting causes dimensional distortion, and that distortion directly kills tolerances if machining parameters aren't dialed in for the specific polymer.
Material selection must be driven by the component's operating environment and compliance requirements. Not every shop has validated parameters for PEEK or Inconel, so confirming actual experience with your specific material is a necessary step before awarding the job.

Industries and Applications
Aerospace and Defense
Aerospace and defense components — structural assemblies, avionics housings, fuel system parts, and weapon system hardware — must hold tolerance under thermal cycling, vibration, and sustained pressure loads. There is no margin for drift. ITAR registration is required for U.S. defense manufacturing; under DDTC regulations, any manufacturer of defense articles must register with the State Department.
Medical Devices
Medical device applications include:
- Surgical instruments and orthopedic implants
- Catheter components and diagnostic equipment housings
For implantable devices, surface finish and dimensional accuracy are patient safety requirements, not just quality metrics. ISO 13485 is the recognized QMS standard for this sector. FDA purchasing controls under 21 CFR 820.50 require manufacturers to evaluate and select suppliers based on documented ability to meet specified quality requirements.
Photonics and Optics
Photonics and optics components — lens mounts, optical housings, sensor enclosures, and laser system parts — demand sub-micron repeatability. Once optics are seated, there is no mechanical adjustment for a housing that's out of concentricity. Criterion Precision Machining serves this sector directly, manufacturing optical housings and sensor components where concentricity requirements must hold production-to-production, not just on a first article.
Key Benefits of Precision CNC Milling
Three advantages define why precision CNC milling is the preferred process for tight-tolerance, mission-critical work:
- Accuracy and repeatability: CNC automation removes human variability from the cutting process. The same G-code program produces identical parts within ±.0002" tolerance across an entire run — a consistency level manual machining cannot match.
- Complex geometry in fewer setups: 5-axis capability enables undercuts, compound angles, fine internal pockets, and micro-features in a single program. Fewer repositioning steps mean shorter lead times and less cumulative tolerance error.
- Material and volume flexibility: Efficient toolpaths minimize waste — critical when machining expensive titanium or Inconel. The same CNC platform can be reprogrammed across different materials and part families, making it viable from prototype runs through production volumes. A 2024 peer-reviewed review confirmed that toolpath optimization and virtual simulation identify waste-reduction opportunities before physical production begins.
How to Choose the Right Precision CNC Milling Partner
Technical Capability and Inspection Infrastructure
Ask for documented tolerance ranges, not just advertised capability. Verify the axis configurations on the shop floor. Ask specifically what inspection equipment is used — a shop claiming ±.0002" capability should be able to name the CMM system, software, and measurement uncertainty it achieves.
Criterion's quality program, for example, includes a Global Advantage 5x5x5 CMM with PC-DMIS software, an OASIS Optical Automatic Smart Inspection System, and Keyence IM series image dimension measurement systems capable of verifying up to 99 dimensions across 100 parts simultaneously. If a shop can't answer those questions specifically, they're not operating at precision tolerances — they're marketing them.
Certifications and Compliance Credentials
The certifications a shop holds tell you which industries they're actually qualified to serve:
- ISO 9001 — baseline quality management system; required across most regulated work
- ISO 13485 — specific to medical device component suppliers
- AS9100 — aerospace sector QMS standard; required by most OEMs
- ITAR registration — mandatory for any defense-related manufacturing
Beyond certifications, regulated-industry experience matters. A shop producing aerospace or medical components routinely handles DFM constraints, material traceability, and documentation requirements — First Article Inspection Reports (FAIR), Certificates of Conformance, and material traceability records. SAE AS9102 and most aerospace OEM quality requirements mandate these documents for every new build.
Industry Track Record
Criterion Precision Machining has served mission-critical industries since 1953, holding ISO 13485:2016, ISO 9001:2015, and AS9100 certifications, along with FDA and ITAR registrations. The company produces surgical instruments, orthopedic implant components, photonics housings, and defense components — all backed by ProShop ERP-driven traceability from raw material to final inspection. For procurement teams in regulated industries, that audit trail isn't a differentiator — it's the minimum standard to require from any machining partner.
Frequently Asked Questions
What is precision milling?
Precision milling is a CNC-controlled subtractive process that removes material from a workpiece using rotating cutting tools to produce parts with extremely tight dimensional tolerances — typically ±.002" or tighter. It's required for mission-critical applications in aerospace, medical, and defense industries where standard machining tolerances are insufficient.
What is a precision CNC machine?
A precision CNC machine is a computer-numerically-controlled system engineered to achieve tighter tolerances than standard CNC equipment. Advanced spindles, rigid construction, and real-time feedback allow it to hold dimensions within fractions of a thousandth of an inch consistently across production runs.
What is the most precise CNC machine?
5-axis CNC milling machines and precision CNC turning centers are the most capable general-purpose options, achieving tolerances as tight as ±.0002". For micro-features in hardened materials, EDM can achieve even finer tolerances in specific applications where conventional milling tooling cannot reach.
What tolerances can precision CNC milling achieve?
Precision CNC milling can achieve tolerances as tight as ±.0002", though the actual result depends on machine capability, material, and part geometry. Tighter tolerances demand stricter fixturing, tooling selection, and inspection protocols — making machine shop selection critical.
How does precision CNC milling differ from standard CNC milling?
Standard CNC milling holds ±.005" or looser — sufficient for general-purpose parts. Precision milling targets tolerances below ±.002", requiring specialized equipment, tighter tooling controls, and in-process inspection to meet regulated industry standards.
What materials are best suited for precision CNC milling?
Common choices include aluminum alloys for lightweight parts, stainless steel and titanium for strength and corrosion resistance, PEEK for biocompatible medical and photonics applications, and Inconel for high-temperature environments. Each material's machinability directly affects achievable tolerances and tooling selection.


