The global precision machining market sat at $123.5 billion in 2025 and is projected to nearly double by 2033. That growth reflects how central these processes are to industries where failure is not an option — medical devices, aerospace, defense, and photonics.
This guide breaks down how each process works, where each excels, and how to choose the right one (or combination) for your next project.
Key Takeaways
- Turning spins the workpiece; milling spins the tool — that difference alone determines which geometries each process can produce.
- Cylindrical parts (shafts, pins, nozzles) belong on a lathe; prismatic or multi-face parts (brackets, housings, mold cavities) belong on a mill.
- Neither process is universally "better" — the part geometry makes the decision.
- Mill-turn centers eliminate the either/or choice for parts combining cylindrical and milled features.
- Both processes can achieve tolerances of ±0.0002" with the right shop, materials, and setup.
Turning vs. Milling at a Glance
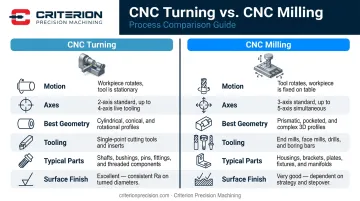
The table below covers the key differences at a glance:
| Factor | CNC Turning | CNC Milling |
|---|---|---|
| Motion | Workpiece rotates; tool is stationary | Tool rotates; workpiece is stationary |
| Axes | Typically 2-axis (up to 6-axis with live tooling) | 3-axis standard; 4- and 5-axis available |
| Best geometry | Cylindrical, conical, rotationally symmetric | Flat surfaces, pockets, slots, complex 3D contours |
| Tooling | Single-point cutting inserts | Multi-point end mills, face mills, drills |
| Typical parts | Shafts, pins, fasteners, nozzles | Brackets, housings, mold cavities |
| Surface finish | Helical/spiral tool mark pattern | Linear or curved marks depending on tool path |
| Volume efficiency | High for simple round parts | High for complex multi-sided parts |
Workpiece and Tool Motion
In CNC turning, the workpiece spins on a spindle inside a lathe while a single-point cutting tool moves along its length and diameter. A standard turning center operates on two axes; modern multi-tasking lathes with live tooling can operate on six.
In CNC milling, the workpiece is clamped to a table while a rotating multi-tooth cutter moves along multiple axes. Three-axis mills handle X, Y, and Z movement. Four- and five-axis machines add rotary motion, allowing the cutter to approach the part from virtually any angle. As DMG MORI notes, five-axis machining can access five sides of a workpiece in a single setup, largely eliminating the reclamping that 3-axis work requires.
What Is CNC Turning?
CNC turning holds bar stock in a chuck, rotates it on a spindle, and feeds a cutting tool against the surface to remove material. The lathe's core components — spindle, chuck, turret, and cutting inserts — work together to produce rotationally symmetric features: diameters, shoulders, grooves, tapers, and threads.
It's a fast, highly repeatable process. For simple cylindrical parts in volume, it's typically the most economical method available.
Key Benefits
- Holds tight tolerances across high-volume runs with consistent geometry and minimal variation
- Controls surface finish through feed rate and nose radius — wiper inserts can cut theoretical roughness in half versus standard inserts
- Offers shorter setup times and simpler programming, making it the economical default for shafts, pins, and connectors
Common Applications
Turning shows up in nearly every precision-dependent industry:
- Surgical instruments, implantable housings, and endoscopic components — typically in titanium or surgical-grade stainless steel
- Sensor housings, actuation system components, suppressor housings, and buffer assemblies for aerospace and defense
- Optical lens mounts, laser system components, and sensor enclosures for photonics applications
Criterion Precision Machining has produced turned components across all four of its core verticals — medical, aerospace, defense, and photonics — with tolerances held to ±0.0002" on materials ranging from titanium to PEEK.
Swiss Turning: The Precision Option for Small, Complex Parts
Swiss turning — also called sliding-headstock turning — is built for small-diameter, long, or highly complex parts. A guide bushing supports the workpiece right at the cutting zone, minimizing deflection where it matters most: high length-to-diameter ratios.
Key characteristics of Swiss lathes:
- Handle parts up to 42 mm in diameter in a single setup
- Combine turning and milling operations, eliminating tolerance stack between processes
- Preferred for small medical components, connector pins, and intricate fasteners where re-fixturing isn't an option

What Is CNC Milling?
CNC milling uses rotating multi-point cutting tools — end mills, face mills, ball end mills — to remove material from a stationary workpiece. The process excels at features that turning physically cannot produce: flat surfaces, pockets, slots, undercuts, and complex 3D contours.
The jump from 3-axis to 5-axis milling is significant. Haas reports that jobs previously requiring up to 10 setups on a 3-axis machine can be reduced to 1 or 2 setups on a 5-axis center. That directly reduces cost, cycle time, and the accumulated error that comes with repositioning a part multiple times.
Key Benefits
- Produces complex shapes, undercuts, and multi-face features that turning cannot achieve
- Achieves tight tolerances on intricate contours with fewer setup-induced errors on 5-axis equipment
- Handles aluminum, steel, titanium, and demanding plastics like PEEK — Criterion's milling centers accommodate parts from 0.25" square up to 17" × 22" × 17"
Common Applications
Milled parts show up across industries wherever geometry gets complicated:
- Medical devices: instrument enclosures, implant components, and diagnostic system housings
- Photonics: optical mounts and housings requiring precise alignment geometry
- Aerospace: structural brackets, engine components, and multi-surface assemblies
- Defense: Picatinny rail systems, optical housings, and tactical equipment assemblies
The machining centers market — which encompasses multi-axis milling centers — reached $23.67 billion in 2026 and is projected to grow to $30.75 billion by 2031, reflecting strong investment in advanced milling capability across industries.
Milling Exotic Materials
PEEK and similar engineering plastics require careful process control during milling. Heat, feed rates, and tooling geometry all affect whether the material machines cleanly or develops microfractures. Criterion has developed dedicated fixturing, heat management protocols, and feed rate parameters specifically for PEEK, paired with stage-by-stage inspection under its ISO 13485:2016 quality system for medical-grade components.
How to Choose Between Turning and Milling
The decision starts with geometry. Everything else — cost, lead time, surface finish — follows from that first question.
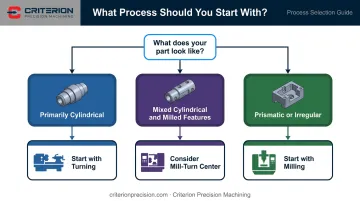
Start with the Core Shape
- Primarily cylindrical (shaft, pin, nozzle, connector): Start with turning
- Prismatic or irregular (block, plate, housing, bracket): Start with milling
- Mixed features on both: Consider a mill-turn center
Consider Secondary Features
A turned shaft that also needs a cross-hole or a flat milled into it requires either a second operation on a milling machine or a lathe equipped with live tooling. Neither is wrong — but knowing upfront avoids unnecessary handoffs and setup stacking.
A milled housing that needs precision-bored holes may benefit from being programmed as a combined milling and drilling operation rather than split across machines.
The Mill-Turn Option
Mill-turn centers (also called multi-tasking machines) combine turning and milling in a single platform. Mazak's INTEGREX line, for example, handles full turning and machining center operations in one setup. The result: fewer fixtures, better feature-to-feature accuracy, and lower total cost for complex parts.
This is especially valuable when a part has a turned datum (a precise diameter) that milled features must reference accurately. Moving between machines introduces positional uncertainty; a mill-turn eliminates that variable. This is especially valuable when a part has a turned datum (a precise diameter) that milled features must reference accurately. Moving between machines introduces positional uncertainty; a mill-turn eliminates that variable. In high-stakes applications — medical implants, aerospace housings, optical mounts — that positional accuracy isn't optional.
Quick Decision Checklist
| If your part looks like this… | Start here |
|---|---|
| Primarily round or cylindrical; needs threads, grooves, or tapers | Turning |
| Flat surfaces, complex contours, deep pockets, or features on multiple faces | Milling |
| Both cylindrical and milled features with tight positional tolerances | Mill-Turn |
Choosing the Right Machining Partner
Knowing the difference between turning and milling only gets you so far. The partner you choose matters just as much. A shop with only lathes will push turning. A shop with only mills will push milling. The right partner has both — and recommends whichever process, or combination, actually fits your part.
Criterion Precision Machining operates 5-axis CNC milling centers (including HAAS UMC 500 SS systems with 20-pallet pools), a 6-axis multi-tasking turning center with live tooling, dedicated Swiss turning capability, and a recently added Samsung SL 25/500 CNC Turning Center. That range means process selection is driven by the part, not by what equipment happens to be on the floor.
For regulated industries, the quality infrastructure matters as much as the machine list:
- ISO 9001:2015 and ISO 13485:2016 certified — verified by Smithers Quality Assessments with active certificates on file
- FDA and ITAR registered — covering medical device components and defense applications
- DFARS compliant and pursuing CMMC — for defense clients with cybersecurity and specialty metal sourcing requirements
- In-house inspection — Global Advantage CMM with PC-DMIS, OASIS optical inspection system, and Keyence IM systems capable of measuring up to 99 dimensions on up to 100 parts simultaneously

Criterion has machined components for clients including NASA, FLIR, Corning, Smith & Nephew, and Riverpoint Medical — across materials including titanium, surgical-grade stainless steel, Inconel, and PEEK — holding tolerances to ±0.0002" throughout.
Founded in 1953 and now in its third generation under President Tanya DiSalvo, Criterion has built its reputation in industries — medical, aerospace, defense, photonics — where getting the process selection wrong isn't just costly. It's not an option.
Frequently Asked Questions
What is the main difference between turning and milling?
Turning spins the workpiece against a stationary cutting tool; milling spins the cutting tool against a stationary workpiece. That fundamental difference determines which geometries each process can efficiently produce — cylindrical for turning, prismatic and complex for milling.
Is CNC turning or milling more expensive?
It depends on the part. Turning is generally more cost-effective for simple round parts at volume. Five-axis milling becomes more economical than multiple sequential setups when a part has complex geometry on multiple faces. Fewer setups lower both cost and accumulated error.
Can you perform milling operations on a lathe?
Yes. Lathes equipped with live tooling can drive rotating milling, drilling, and tapping attachments from the turret. Full mill-turn centers go further — they combine complete turning and machining center capability in one platform, finishing complex parts in a single setup.
Which process is better for complex parts?
Five-axis milling is generally superior for parts with complex 3D contours and features on multiple faces. Swiss turning is the better choice for small, intricate cylindrical parts with tight length-to-diameter ratios. For parts with both characteristics, a mill-turn center is often the right choice.
What tolerances can precision turning and milling achieve?
Protolabs documents a standard precision tolerance of ±0.002" for general CNC work. Specialized shops like Criterion Precision Machining achieve ±0.0002" across turning, Swiss turning, and 5-axis milling — though the achievable tolerance always depends on material, feature geometry, and machine capability.
What are typical examples of CNC turned parts?
Common turned parts include shafts, pins, custom screws, nozzles, fittings, connector housings, and surgical instruments. These appear across automotive, aerospace, medical device, and defense applications wherever rotationally symmetric geometry and precise diameter control are required.