
Parts decide outcomes. Stainless steel endures stress, heat, and corrosion while keeping its exact dimensions. The market has already reached $117.6 billion, reflecting demand in sectors where precision matters.
Its value comes from consistent behavior under sterilization, salt exposure, and thermal load, supporting tight tolerances and long-term reliability.
Strategically choosing stainless steel affects inspections, field performance, and compliance in regulated industries such as medical, aerospace, automotive, and food systems.
In this article, you’ll see which grades fit specific applications and the machining challenges they bring. You’ll also learn practical controls, critical CNC capabilities, finishing and inspection requirements, and real-world examples.
Key Takeaways:
Choosing the right stainless steel grade upfront prevents failures, extra cost, and misaligned performance.
Work hardening, heat buildup, and chip behavior demand precise tooling, feeds, and fixturing.
CAD choices on pockets, radii, tolerances, and chip flow directly affect cycle time and tool life.
Surface finishes and accurate inspection are critical for medical, aerospace, marine, and food parts.
A disciplined CNC partner ensures predictable builds, compliance, and traceable documentation.
Stainless Steel Grades That Matter for Your Projects

Different jobs stress materials in various ways. A part that survives steam sterilization might corrode in salt spray; one that holds its shape at room temperature might warp under heat. The grade decides how much stress it can take without failing.
Knowing these tradeoffs prevents overpaying for fancy alloys or under-specifying parts that fail early.
1. 303 - Machinability First
303 stainless steel is designed for high-speed machining. It’s ideal for high-volume production, cutting cleanly at high RPMs with minimal work hardening. However, it has lower corrosion resistance than 304 or 316, so it’s best used in dry, controlled environments.
2. 304 - The Reliable Workhorse
304 balances corrosion resistance, strength, and cost. Great for frames, brackets, enclosures, and general structural parts. Easy to form, weld, and durable in most indoor or slightly moist environments.
3. 316 - Resistant to Harsh Conditions
316 stainless steel, with added molybdenum, offers superior resistance to chlorides and acids, making it ideal for surgical instruments, implants, marine, and chemical equipment. It withstands repeated sterilization and harsh environments, costing more than 304 but preventing critical pitting corrosion.
4. 17-4 PH - Strength Without Compromise
17-4 PH is precipitation-hardened to near-tool-steel strength while maintaining good machinability and corrosion resistance. Parts can be machined soft, then heat-treated to ~44 HRC.
Used in aerospace for high-load components, it requires complex heat treatment and costs more, but its strength-to-weight ratio ensures dimensional stability under stress.
Also Read: How Precision Machining Drives Innovation in Manufacturing
As we consider which stainless steel grade suits a project, it’s equally important to recognize that working with these alloys brings its own set of machining challenges.
Machining Challenges Unique to Stainless Steel
Stainless steel isn’t like aluminum or mild steel. Its corrosion-resistant, strong alloy composition makes cutting tricky: the work hardens quickly, heat concentrates rather than spreading, and chips tend to weld to the tool.
Here's what actually happens during machining:
Work hardening: The material ahead of the cut gets harder with each pass, wearing tools faster and causing dimensional drift, especially in interrupted cuts.
Heat buildup: Low thermal conductivity traps heat at the tool tip, softening inserts and messing with tolerances as the part expands and contracts.
Chip problems: Tough, ductile chips are long, stringy, and wrap around tools, blocking coolant and scratching surfaces. In complex geometries, manual clearing kills cycle time.
Feed rate tradeoffs: Faster feeds reduce heat but increase cutting forces and hardening; slower feeds lower forces but let heat build up. Finding the sweet spot depends on grade, tooling, and machine rigidity; get it wrong, and you pay with tool life or productivity.
Understanding these inherent machining difficulties is the first step toward implementing strategies that keep stainless steel parts precise, efficient, and cost-effective.
How to Solve These Challenges (Practical Controls)
Machining problems follow predictable physics: heat must be removed, chips evacuated, and cutting forces kept below the work hardening threshold. The controls below are proven to manage these issues consistently:
Challenge | Control | Why It Works |
Heat at the tool-chip interface | TiAlN-coated carbide inserts + through-tool coolant (1000+ PSI) | Coating blocks heat; high-pressure coolant removes it before it affects the part |
Work hardening | Positive rake angles (5–7°) + sharp edges | Reduces cutting force, minimizing plastic deformation ahead of tool |
Stringy chips | Chip-breaker geometry matched to cut & feed | Forces chips to curl and fracture instead of forming long ribbons |
Tolerance drift | 4-jaw chuck + tailstock, tool overhang <3× diameter | Eliminates resonance and keeps cutting forces consistent |
Rapid tool wear (316/17-4 PH) | Variable helix end mills | Breaks harmonic vibration, extending tool life 40–60% |
Poor surface finish | Flood coolant (8–10%) + peck drilling | Prevents built-up edge and flushes chips during interrupted cuts |
With these controls in mind, having the right CNC capabilities is key to machining stainless steel effectively.
CNC Capabilities That Matter for Stainless Steel

Machine capability directly determines the geometries, tolerances, and finishes you can achieve. Stainless steel’s toughness and work-hardening behavior demand careful selection of axes, feedback systems, and finishing processes.
Let’s break down the key capabilities that matter for stainless steel machining:
Multi-Axis Machining
3-axis: flat features, pockets, perpendicular holes
4-axis: adds rotary indexing for angled holes and cylindrical parts
5-axis: machines compound curves, undercuts, and thin walls in a single setup, improving surface finish and reducing fixturing error
Precision Tolerances
Sub ±0.005 mm tolerances need closed-loop feedback and thermal compensation
Linear encoders verify position independent of ball screw accuracy
Thermal compensation offsets machine expansion during production
Critical medical/aerospace components often demand ±0.0025 mm, verified through regular calibration
Surface Finishing
Passivation: restores corrosion resistance
Electropolishing: creates ultra-smooth, biocompatible surfaces
Bead blasting: uniform matte finishes for friction control
Each process alters surface chemistry or topology, impacting performance beyond appearance.
Understanding CNC capabilities lays the groundwork for exploring where stainless steel truly shines in demanding applications.
Critical Stainless Steel Applications
Stainless steel is used in places where a part failing could be a big problem. Medical tools must survive cleaning without rust. Boat parts need to handle saltwater. Food machines must stay clean and safe.
Each use decides which type of steel and finish is needed. Here's where stainless steel CNC machining matters most:
Medical (316, 17-4 PH): Hip and bone implants need to be strong and safe in the body. Surgical tools must not rust even after many sterilizations. Smooth surfaces help prevent infections. Paperwork proves safety for regulators.
Marine (316): Boat shafts, railings, and ropes face constant salt. 316 steel resists rust and keeps strong for years. Polishing the surface makes it last even longer.
Food (304): Mixers, conveyor belts, and tanks must stay clean, not change the food's taste, and handle cleaning chemicals. Smooth surfaces prevent bacteria. Regulations decide the steel type and finish.
Aerospace (17-4 PH): Plane parts such as landing gear and support brackets need to be super strong yet lightweight. Heat treatment ensures the proper hardness. Every part is tested and tracked for safety.
Also Read: Material Selection for Medical Device Components: Insights from Criterion Tool
Knowing where stainless steel excels helps guide design decisions before you finalize files for CNC production.
Design Rules: Before You Send Files to a CNC Shop
Your CAD choices decide if a part is manufacturable, cost-effective, or prone to failure. Features that look fine on screen can need special tooling, multiple setups, or cause stress points. Experienced designers think in terms of tool paths, corner radii, tolerances, and chip flow.
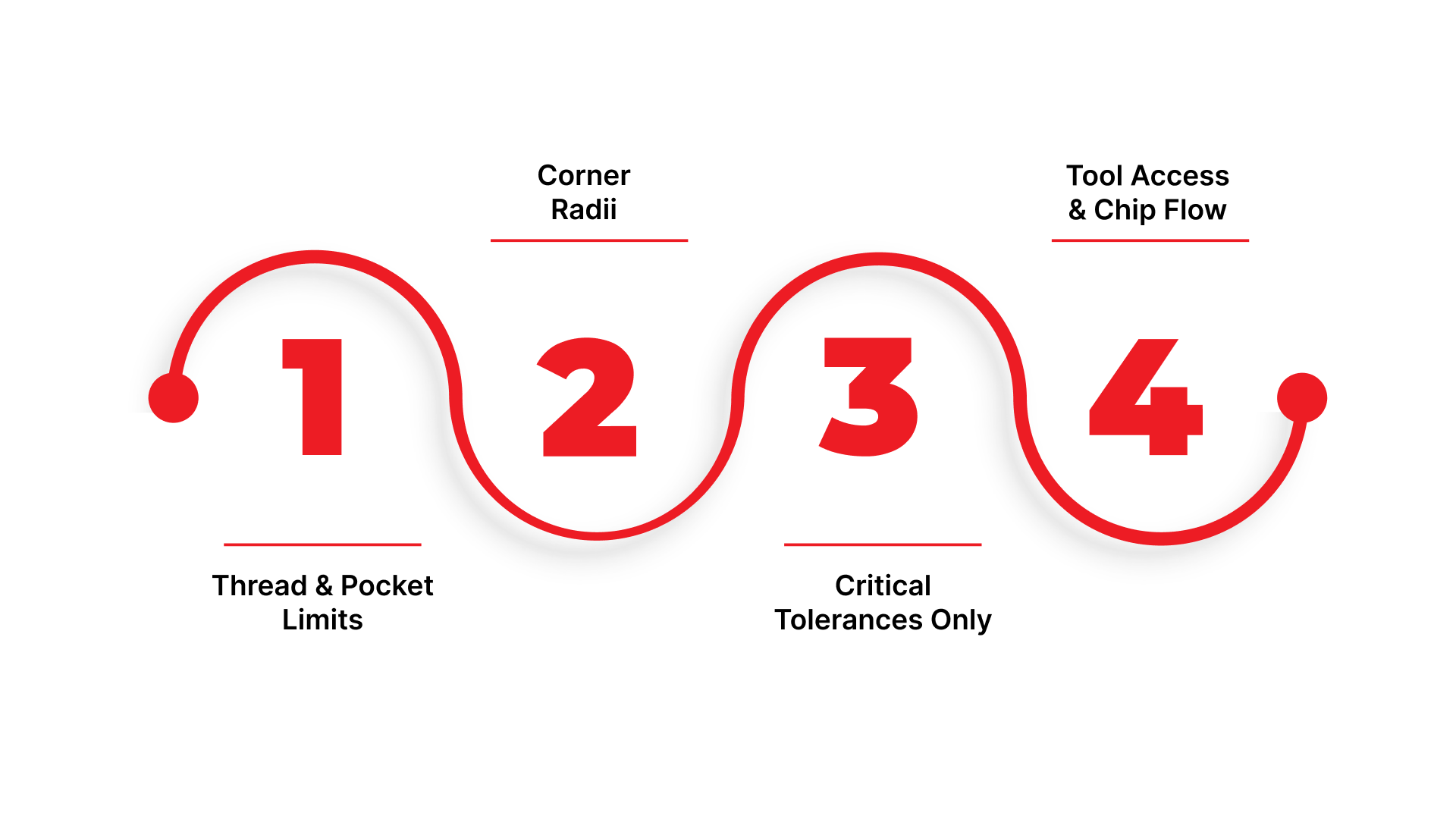
1. Thread & Pocket Limits
Threads deeper than 1.5× the major diameter are at risk of tap breakage in work-hardening grades. Deep pockets with narrow openings also cause chatter and surface issues if the tool length exceeds 4:1 diameter. Blind holes over 3× diameter need chip-breaking grooves or through-holes for evacuation.
2. Corner Radii
Sharp corners are impossible with rotary tools and create fatigue-prone stress points. A radius equal to wall thickness works for machining and reduces stress; larger radii improve fatigue life with minimal design impact.
3. Critical Tolerances Only
Tight tolerances increase operations, inspection, and cost. Dimensions that don’t affect assembly or performance can use standard machining tolerances. Apply tight specs only to mating surfaces, bearing journals, or critical features.
4. Tool Access & Chip Flow
Design cavities and deep pockets so tools can reach them and chips can exit. Chips that can’t evacuate generate heat and damage surfaces. Progress from open areas toward enclosed features, add through-holes for evacuation, and group features to reduce setups, minimize datum shifts, and save cost.
Following these design principles naturally leads to understanding the factors that drive costs in stainless steel CNC machining.
Cost Drivers in Stainless Steel CNC You Should Not Ignore
Stainless steel costs more to machine than aluminum or mild steel, but it’s not just the material price. Real costs come from longer cycle times, faster tool wear, and secondary operations. Understanding these drivers helps you make smart tradeoffs in design.
Cycle Time: Hardened stainless slows cutting speeds by 40-60% compared to aluminum. A part that takes 20 minutes in aluminum might take 35 minutes in 304 or 50 minutes in 17-4 PH. Longer cycles multiply labor and machine costs, especially on complex geometries.
Tooling & Coolant: Carbide inserts cost $15-40 each, coatings add 30-50%, and tool life drops on tougher grades. High-pressure coolant systems add filtration and disposal overhead. On some runs, tooling can exceed raw material costs.
Surface Finishing: Passivation, electropolishing, and bead blasting add 15-30% to machining cost and extend lead time. Medical and aerospace parts often require multiple finishing steps, each with setup and inspection. Skipping finishing where possible saves significant money.
Also Read: 5 Reasons to Partner with a Precision Machining Expert Like Criterion
Recognizing these cost drivers shows why expert CNC support is crucial for stainless steel projects.
How Criterion Precision Elevates Your Stainless Steel CNC Projects

Working with stainless steel demands accuracy, consistency, and clean documentation. Criterion Precision brings over 70 years of high-tolerance machining experience to keep those requirements tight and predictable.
Criterion doesn’t just ship parts. It delivers controlled tolerances, stable repeatability, and full traceability for teams that can’t afford uncertainty.
Here’s what you actually get:
High-Precision Machining: CNC turning, Swiss turning, and multi-axis milling with tolerances as tight as ±0.0002". This level of control holds up even on intricate geometries and small-format components.
Prototype-to-Production Continuity: You can validate early builds, adjust designs, and move into low- or high-volume production without changing vendors or re-qualifying processes.
Material Capability: Stainless steel is one of several materials that Criterion machines routinely, alongside titanium, aluminum, and specialty alloys.
Regulatory & Quality Compliance: ISO 13485, ISO 9001:2015, FDA registration, ITAR registration, DFARS compliance, and WBENC certification support projects in regulated and audit-heavy industries.
Traceability & Documentation: Inspection reports, certificates of conformity, and material traceability are provided as standard deliverables, reducing risk and tightening compliance workflows.
Industry Coverage: Criterion supports medical device, aerospace, defense, photonics, and other sectors requiring tight tolerances and controlled manufacturing environments.
Criterion Precision doesn’t just provide parts, it provides the precision, consistency, and documentation you need to keep your stainless steel CNC projects on schedule and compliant.
Conclusion
Stainless steel programs run smoothly only when design intent, production steps, and inspection stay aligned from day one. That alignment cuts rework, shrinks iteration loops, and prevents small decisions from becoming expensive delays.
When your parts demand that level of precision, you need a shop that doesn’t wobble under load. Criterion brings the structure and consistency to keep stainless builds stable, even when your timelines or specs shift.
Looking for a machining partner built for tight-tolerance stainless work? Reach out to Criterion Precision and start your project on solid ground.
FAQs
1. Do stainless steel parts need different inspection tools?
Yes. Because stainless steel expands with heat, shops use air gauges, temperature-compensated CMM probes, and non-contact optical systems to capture movements standard micrometers miss.
2. Can stainless parts deform after machining?
They can. Residual stresses from previous rolling or forging can cause parts to move hours or days after machining. Stress-relief cycles or rough-machining followed by natural aging prevent this drift.
3. How does coolant chemistry affect stainless steel surfaces?
Coolants with the wrong pH or sulfur content can stain, discolor, or chemically attack stainless surfaces. Medical and food-grade parts often require non-sulfur, low-residue coolants to avoid contamination during downstream processes.
4. Are there stainless steels that become magnetic after machining?
Yes. Austenitic grades such as 304 or 316 can develop martensitic spots from heavy deformation, making them partially magnetic. This matters for sensors, MRI environments, and electronic housings where magnetic fields cause interference.
5. Why do some stainless parts need ultrasonic cleaning after machining?
Stainless’s ductility allows microscopic chips and abrasives to become trapped in tight features. Ultrasonic cleaning removes this debris, preventing contamination in medical, optical, and hydraulic parts.


