Introduction
Picture this: An aerospace manufacturer is about to begin production of a turbine housing or actuator assembly. The tooling is ready, the materials are sourced, and the production schedule is set. But before a single part can enter full-scale manufacturing, one crucial quality gate must be passed—the First Article Inspection.
First Article Inspection (FAI) is a structured verification process that validates the first production unit(s) against all design specifications, engineering drawings, and regulatory requirements before full-scale manufacturing begins.
In aerospace and defense, component failure is not a cost problem — it's a safety problem. FAI is the quality gate that catches defects early, confirms AS9102 compliance, and verifies that manufacturing processes can consistently hold the tolerances these industries demand.
What follows covers the full FAI process — from documentation requirements under AS9102 to the most common failure points quality teams encounter in production.
Key Takeaways
- FAI validates manufacturing capability by inspecting and documenting the first production article before full production begins
- The process follows AS9102 standard and requires three key forms documenting part accountability, product accountability, and characteristic accountability
- Triggers include new parts, design changes, location or process changes, and production gaps of two or more years
- Complete documentation — material certificates, dimensional reports, and special process certifications — is required to pass
- Failed FAI results in production delays, requiring root cause analysis and corrective actions before production approval
What Is First Article Inspection (FAI)?
First Article Inspection is the systematic inspection, measurement, and testing of sample units from the initial production run. Its purpose: to verify, with documented evidence, that a manufacturing process can consistently produce parts conforming to all specified requirements before full production begins.
What FAI Validates
FAI provides comprehensive verification across multiple dimensions:
- Material composition and traceability — Confirms raw materials meet specifications with complete heat lot documentation
- Dimensional accuracy — Verifies all measurements against engineering drawings and GD&T requirements
- Special processes — Validates coatings, heat treatment, plating, and surface finishes
- Assembly components — Checks hardware, fasteners, and sub-components
- Part marking and identification — Ensures proper labeling and traceability markings
- Functional performance — Tests operational characteristics where applicable

FAI vs. Routine Quality Inspection
FAI is a comprehensive, documented, one-time verification of manufacturing capability conducted before production approval. Routine inspection is ongoing sampling during production to maintain quality. The two serve different functions: FAI establishes that the process works; routine inspection confirms it keeps working.
The First Article Inspection Report (FAIR)
The FAIR is the formal documentation package that presents all FAI findings, typically following the AS9102 standard format with three required forms. It serves as objective evidence that your process is capable of producing conforming parts — before committing to full production volumes.
Why FAI Is Critical in Aerospace and Defense
Regulatory Mandate
AS9100 Rev D §8.5.1.3 explicitly requires FAI per AS9102 specifications, making it non-negotiable for aerospace and defense suppliers. AS9100 D section 8.5.1.3 mandates verification of first production run capability, establishing FAI as a contractual and regulatory requirement throughout the supply chain.
Cost Prevention Benefits
Catching manufacturing process errors, material discrepancies, or dimensional non-conformances during FAI prevents exponentially higher costs from scrapped production runs, field failures, or safety incidents. FAI shifts quality costs from failure to prevention—the most cost-effective approach to quality management.
Safety and Mission-Critical Nature
Beyond cost, the stakes in aerospace and defense are uniquely high. Component failures can result in loss of life, mission failure, or national security implications. FAI provides objective evidence that parts will perform as designed under critical conditions — serving as the final safeguard before production commitment.
Supply Chain Protection
For OEMs and primes, FAI provides confidence in supplier capabilities before committing to long-term production contracts. For suppliers, a successful FAI demonstrates manufacturing maturity and builds customer trust — often the deciding factor in winning repeat business.
Traceability Requirements
Aerospace and defense parts require complete material and process traceability from raw material through final inspection. FAI establishes this traceability baseline and validates that tracking systems are functioning correctly.
The FAI Process: Step-by-Step
FAI moves through six defined stages: planning, documentation, physical inspection, form completion, customer review, and — when needed — corrective action. Each step builds on the last, and a gap in any one of them can invalidate the entire package. The full cycle typically takes 2–6 weeks, depending on part complexity and how quickly the supply chain delivers supporting records.

Step 1: Determine FAI Requirements and Triggering Events
FAI is required when:
- New part numbers enter production
- Engineering changes affect form, fit, or function
- Manufacturing location changes
- Significant process changes occur (new equipment, tooling, or methods)
- Supplier changes for purchased components
- Production resumes after two years of inactivity
Determine whether full FAI (all characteristics) or partial/delta FAI (only changed characteristics) is required based on the nature of changes.
Step 2: Collect Required Documentation
Critical documents include:
- Material certificates — Mill certs with heat lot traceability
- Raw material test reports — Destructive and non-destructive testing results
- Special process certifications — Heat treat, plating, coating, painting with material lot numbers and expiration dates
- Dimensional inspection reports — With balloon drawings
- Functional test results — If applicable
Every document must be traceable back to the specific material lot, heat lot, or batch used in the first article. Broken traceability chains invalidate FAI because they eliminate the ability to prove that the documented materials and processes were actually used on the inspected part.
Step 3: Perform Physical Inspection and Measurement
Using calibrated measurement equipment — CMM, micrometers, calipers, gauges — measure all dimensions identified on the balloon drawing. Verify all GD&T requirements, then inspect surface finishes, part marking, and visual characteristics.
For tight-tolerance aerospace parts, coordinate measuring machines provide the accuracy and documentation density required. Shops with ISO 9001 and AS9100 certification maintain calibrated metrology equipment whose capability is matched to the tolerances being verified — a non-negotiable when submissions go to major defense or aerospace primes.
Step 4: Complete AS9102 Documentation
All inspection data, material certifications, and process documentation must be organized into the three AS9102 forms (detailed in next section). Incomplete or inaccurate FAI documentation will result in rejection and delays.
Step 5: Submit for Review and Approval
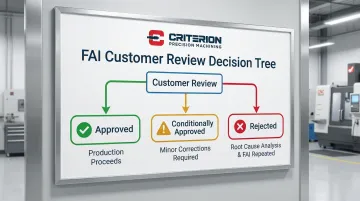
The completed FAIR package is submitted to the customer's quality or engineering department for review. Three outcomes are possible:
- Approved — Production can proceed as documented
- Conditionally approved — Minor corrections required, but production may begin
- Rejected — Non-conformances must be corrected and FAI repeated from the affected step
Step 6: Address Non-Conformances if Identified
If non-conformances are found, conduct root cause analysis, implement corrective actions, produce new first article(s), and repeat inspection. This process adds significant time and cost, which is why pre-FAI process validation matters — problems caught internally cost far less than a rejected submission and a restarted clock.
AS9102 Documentation Requirements: The Three Critical Forms
AS9102 is the aerospace industry standard that defines the requirements for performing and documenting First Article Inspections. It provides a standardized template ensuring consistency across the global aerospace supply chain.
Form 1: Part Number Accountability
Form 1 establishes the identity and traceability of the part being inspected, including all part numbers involved in assemblies.
Key required fields:
- Part number and part name
- Manufacturing process reference (router/traveler number)
- Organization name
- Detail part or assembly designation
- Full or partial FAI indication
- Authorized signatures and dates
For assembled parts, Form 1 must list all sub-component part numbers, names, serial numbers, and their individual FAIR numbers if applicable.
Form 2: Product Accountability
Form 2 documents all materials, special processes, and functional testing performed on the part.
Key required fields:
- Material or process name
- Specification number
- Supplier information
- Customer approval verification
- Certificate of conformance numbers
- Functional test procedure numbers and acceptance report numbers
- Traceability to the first article via lot numbers, heat numbers, or serial numbers
Without this traceability, a certificate of conformance has no verified connection to the part — a gap that will fail customer review.
Form 3: Characteristic Accountability
Form 3 is the dimensional inspection report — the most inspection-intensive of the three forms. It documents every measured characteristic against drawing requirements.
What Form 3 captures:
- Characteristic number (corresponding to balloon drawing)
- Reference location (drawing zone/note)
- Requirement (nominal dimension and tolerance)
- Actual results (measured values)
- Designed/qualified tooling used
- Non-conformance numbers if applicable
The balloon drawing is the engineering drawing with numbered "balloons" marking each dimension to be inspected, creating a clear reference system between the drawing and Form 3. Each balloon number corresponds to a row on Form 3, ensuring every design characteristic is accounted for and verified.
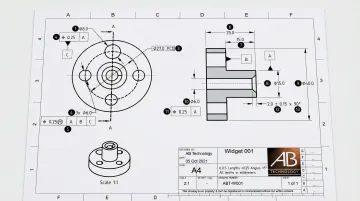
Critical, key, or flight safety characteristics must be identified and may require additional verification or statistical process control.
Key Factors Affecting FAI Success
Measurement equipment capability drives what tolerances you can verify. For aerospace parts with tolerances of ±0.001" or tighter, CMM equipment is typically required — not optional. Shops serving aerospace programs should maintain calibrated metrology equipment specifically suited to those tolerance ranges.
Supply chain responsiveness often determines timeline. Timely receipt of material certificates and special process certifications from sub-tier suppliers is often the longest lead time element in FAI completion. Establish clear expectations and deadlines with suppliers upfront to avoid delays.
Inspector qualification directly affects pass rates. Personnel completing AS9102 forms must be fluent in blueprint reading, GD&T, and measurement techniques. Inadequate training leads to errors and rejections — IAQG and PRI both offer AS9102-specific training programs worth pursuing.
Manufacturing process stability must come before FAI, not alongside it. Attempting FAI on an unstable process typically produces non-conformances and wasted effort. Run process capability studies first — FAI documents that a stable process meets requirements, not that you're still working toward stability.
Common FAI Challenges and How to Avoid Them
Most FAI failures trace back to four recurring problems — each preventable with the right process controls in place.
Missing or Incomplete Documentation
Material certs and special process certs that lack traceability information are the most common FAI showstopper. Establish supplier quality requirements before production begins, and verify documentation completeness before starting the formal FAI — not after.
Measurement Inconsistencies
Different inspectors or equipment can produce conflicting results, particularly for complex GD&T characteristics. Using calibrated, qualified measurement methods reduces this risk. For critical dimensions, a second inspector verifying the result adds a meaningful check against human error.
Non-Conformances Found Too Late
Discovering dimensional or process issues during FAI — after tooling and setup investment — is expensive. Pre-FAI process capability studies and sample inspections catch most problems before they become formal failures. Think of it as a low-cost rehearsal before the real submission.
Form Errors Leading to Customer Rejection
A part can be dimensionally perfect and still get rejected if the FAI package has missing signatures, blank fields, or incorrect information. Quality personnel specifically trained in AS9102 documentation requirements, combined with an internal review before submission, keep avoidable rejections off the table.

Frequently Asked Questions
What is an FAI in aerospace?
FAI (First Article Inspection) in aerospace is a mandatory quality verification process governed by the AS9102 standard. It validates that the first production unit(s) meet all engineering and regulatory requirements before full-scale manufacturing begins, confirming the manufacturing process is capable of repeatable, compliant output.
What is the first article inspection process?
The FAI process starts with collecting required documentation — material certs, process certs — then performing dimensional inspection using calibrated equipment. Completed AS9102 forms and supporting records are bundled into a FAIR package and submitted to the customer for approval before production proceeds.
How many samples are required for first article inspection?
Typically 1-5 sample units are required for FAI depending on part complexity and customer requirements. Simple detail parts may require only one sample while complex assemblies or high-risk components may require 3-5 samples to demonstrate process repeatability.
Which document is required to demonstrate compliance with AS9102 first article inspection requirements?
Compliance requires a First Article Inspection Report (FAIR) built on three AS9102 forms: Form 1 (Part Number Accountability), Form 2 (Product Accountability), and Form 3 (Characteristic Accountability). Supporting documentation — material certificates, dimensional inspection reports, and special process certifications — accompanies the FAIR package.
What is the difference between FAI and Delta FAI?
Full FAI inspects and documents every characteristic and requirement of a part. Delta FAI (partial FAI) covers only the characteristics affected by a specific engineering or process change — narrowing the inspection scope when modifications are limited.
What is the difference between PPAP and FAI?
PPAP (Production Part Approval Process) is primarily used in the automotive industry with five levels of documentation rigor, while FAI following AS9102 is the aerospace/defense standard with a single comprehensive documentation format. Both serve similar purposes of validating manufacturing capability but have different industry-specific requirements and documentation structures.


