
For engineers in medical device, aerospace, defense, and photonics, this distinction matters considerably. When a component is sub-millimeter, hardened, and must hold a tolerance that conventional turning tools cannot reliably achieve without deflection or surface damage, the process calculus changes. Wire EDM micro turning exists precisely for those situations.
This article explains how the process works, where it applies, what governs its accuracy, and — critically — when it is not the right choice.
Key Takeaways
- Wire EDM micro turning rotates the workpiece against the wire electrode to generate cylindrical features via spark erosion, with no cutting contact
- Zero mechanical force eliminates tool deflection, burrs, and stress zones in delicate or hardened workpieces
- High-end wire EDM machines achieve accuracy in the low single-digit micron range under controlled conditions
- The process suits hard or exotic conductive materials at sub-millimeter scale; it does not replace Swiss or CNC turning for general work
- EDM cannot machine non-conductive materials regardless of configuration
What Is Micro Turning Using Wire EDM?
In academic literature, this process appears as cylindrical wire electrical discharge turning (CWEDT) or wire electrical discharge turning (WEDT). The setup is conceptually similar to a lathe, but the mechanism is entirely different.
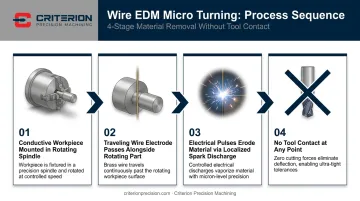
The process works through a precise sequence of non-contact material removal:
- A conductive workpiece — hardened steel, titanium, carbide, or comparable alloy — mounts in a precision rotating spindle
- As the workpiece turns, a thin traveling wire electrode passes alongside it
- Controlled electrical pulses discharge across the gap, eroding microns of material per pass through localized melting and particle ejection
- No cutting tool ever contacts the surface
Research published in Procedia CIRP confirms that micro rotational parts with aspect ratios exceeding 60 have been produced using this method on conventional CNC wire EDM machines extended with a precision rotary spindle. Industry reporting has documented round parts as small as 0.002 inches produced via wire EDM turning.
How It Differs From Standard Wire EDM
Conventional wire EDM cuts 2D profiles through stationary workpieces. Wire EDM micro turning adds a rotational axis — the workpiece spins while the wire removes material in a controlled rotational path. This requires specialized fixturing, rotary workholding, and different CNC programming logic. The combination of rotary workholding and synchronized wire path control is what separates true micro turning capability from standard EDM operations.
How It Differs From Swiss or CNC Micro Turning
Swiss and CNC turning use precision cutting tools under mechanical contact. At small diameters in hardened or exotic materials, that contact creates tool pressure, deflection, rapid wear, and surface stress. Wire EDM micro turning eliminates all mechanical contact, making it viable where conventional tools would compromise the part.
Why Wire EDM Micro Turning Is Used in No-Failure Industries
The term "no-failure industry" is not marketing language. In medical device, aerospace, defense, and photonics manufacturing, a dimensional deviation or surface defect in a single micro-component can mean implant rejection, optical misalignment, or system failure.
The Specific Problem With Conventional Micro-Turning on Hard Materials
When engineers attempt conventional turning on hardened tool steel or titanium micro-pins, several failure modes appear:
- Dimensional drift from tool deflection compounds across a production run at small diameters
- Inconsistent surface finish and out-of-tolerance features from rapid tool wear in high-hardness alloys
- Burr formation on sharp edges and transitions — unacceptable in implantable devices or optical alignment components
- Residual stress from cutting forces that compromises fatigue life in aerospace and defense applications
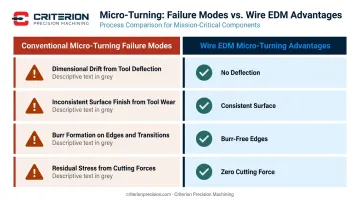
Wire EDM micro turning addresses each of these. Because no tool contacts the workpiece, hardness becomes irrelevant to achievable accuracy. Even on hardened D3 tool steel — a material that causes rapid wear in conventional turning — the dominant surface effects are controlled crater formation and a thin recast layer, not mechanical stress or burring. Research on CWEDT of AISI D3 tool steel confirms this directly.
Regulatory and Documentation Requirements
ISO 13485 (medical device QMS) requires validated processes with documented, traceable, and repeatable controls — particularly for production steps where output cannot be fully verified by downstream inspection alone.
Wire EDM micro turning supports this requirement because every process parameter is CNC-programmed and logged: pulse energy, wire speed, rotation rate, discharge voltage, pass count, and dielectric condition.
Criterion Precision Machining, certified to both ISO 13485 and ISO 9001, integrates wire EDM and turning within a quality system that maintains full traceability from raw material receipt through final inspection — serving medical device, aerospace, defense, and photonics clients from its Brook Park, Ohio facility.
How Wire EDM Micro Turning Works
The workpiece is mounted in a precision rotating spindle, aligned so the wire's cutting path intersects the rotational axis. The entire process runs submerged in filtered deionized water, which handles three functions at once:
- Cools the workpiece to prevent thermal damage
- Flushes eroded particles from the cutting zone
- Stabilizes the spark gap as a dielectric medium
Step 1: Workpiece Fixturing and Axis Alignment
Fixturing quality is the first limiting factor in achievable roundness. Any runout or misalignment between the workpiece and the wire axis translates directly into concentricity error in the finished feature. Some setups use a pre-machined datum or start hole to establish wire entry position. Precision rotary accessories — such as the rotary tables with glass scales available for certain CNC wire EDM platforms — are specifically designed to minimize this source of error.
Step 2: CNC-Controlled Spark Erosion Pass
As the workpiece rotates, the CNC system coordinates wire position with rotation speed and discharge parameters. Electrical pulses erode microns of material per pass. Pulse frequency, voltage, and discharge energy are programmed to match the specific material:
- Fragile features and fine-geometry passes use lower pulse energy to avoid damaging thin sections
- Conductivity differences between alloys require parameter compensation — titanium's lower conductivity, for example, directly affects material removal rate
- Shorter pulse-off time increases material removal rate; longer pulse-off time improves surface quality
Step 3: Multi-Pass Finishing for Final Tolerance and Surface Quality
Final dimensions are achieved through sequential passes. Roughing passes remove bulk material efficiently. Skim (finishing) passes use progressively lower discharge energy to refine diameter, taper, and surface finish.
A 2021 study on wire electrical discharge turning reported an optimum surface roughness of Ra 4.0 µm under typical WEDT conditions. With finishing passes on micro WEDM platforms, published manufacturer data shows Ra values reaching 0.36 µm (Sodick) and as fine as 0.08 µm on dedicated micro EDM equipment (GF CUT 1000). Each additional finishing pass removes more of the recast layer and improves surface integrity. The number of passes required depends on the tolerance specification and material behavior.
Key Factors That Affect Wire EDM Micro Turning Accuracy
Material Properties
Electrical conductivity, melting point, and thermal conductivity all govern discharge stability and material removal behavior. Lower-conductivity materials like titanium and carbide require lower pulse energy and careful parameter selection.
The recast layer — a thin zone of re-solidified material at the machined surface — becomes thicker as pulse-on time and discharge energy increase. For applications requiring post-machining inspection of surface integrity (particularly in medical device work), recast layer management is a primary process design consideration.
Wire Selection and Condition
Wire diameter defines the minimum achievable feature radius and kerf width. Published sources cite typical wire diameters for CWEDT applications ranging from 0.05 to 0.3 mm. Fine-wire modules on dedicated micro WEDM platforms extend this down to 0.02–0.05 mm. Smaller diameters enable finer features but increase wire breakage risk.
Wire tension, feed rate, and wire material each affect cut consistency:
- Brass wire: Standard choice for general WEDM turning applications
- Copper wire: Also documented in CWEDT research
- Tungsten wire: Used where wear resistance and stiffness are priorities at very fine diameters
Thermal Stability and Environment Control
At sub-millimeter feature scales, thermal expansion in both the workpiece and machine structure directly affects achievable tolerance. Industry-standard practice includes:
- Dielectric fluid temperature control to 20 ± 0.1°C (GF CUT 1000 specification)
- Facility climate control at 20 ± 1°C (Mitsubishi recommendation for precision wire EDM environments)
- Machine warm-up protocols before tolerance-critical cuts
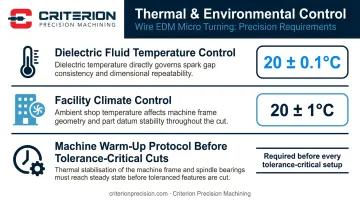
Even small temperature fluctuations shift feature dimensions beyond tolerance when working at micron-level accuracy. This is a routine process control requirement at any shop producing micro-EDM turned features to tight specifications.
Limitations and When to Choose Differently
Common Misconceptions
Misconception: Wire EDM micro turning is just standard wire EDM applied to small parts. Wire EDM micro turning requires a rotational axis, specialized workholding, and fundamentally different programming from 2D profile wire EDM cutting. Many EDM-capable shops lack the rotary fixturing or programming expertise to perform true micro turning — and that distinction directly affects part quality.
Misconception: If the material is hard, wire EDM micro turning is the answer. Material hardness alone doesn't justify the process. If Swiss or CNC turning can achieve the required tolerance on a given material and geometry, conventional turning is faster and more cost-efficient. Wire EDM micro turning is warranted when the combination of material hardness, feature size, and tolerance requirement makes conventional turning impractical.
Hard Limits
- Non-conductive materials cannot be machined: Ceramics, plastics, glass, composites, and non-metallic materials are incompatible with EDM in any form. The process requires electrical conduction between wire and workpiece — this is a fundamental constraint, not a machine limitation.
- Throughput is significantly slower than Swiss or CNC turning. For components where conventional methods achieve required tolerances, EDM micro turning adds cost and cycle time without proportionate benefit.
When to Choose Alternative Approaches
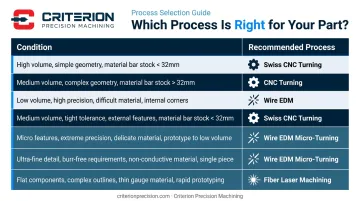
| Condition | Recommended Process |
|---|---|
| Material not hardened past conventional tool capability | Swiss or CNC turning |
| High-volume production with achievable tolerances | Swiss turning |
| Geometry not purely cylindrical or tapered | CNC milling |
| Non-conductive material | Laser machining or precision grinding |
| Sub-millimeter feature in hardened/exotic conductive alloy | Wire EDM micro turning |
| Tolerance requires non-contact machining | Wire EDM micro turning |
| Surface integrity eliminates cutting force as an option | Wire EDM micro turning |
Criterion Precision Machining, for example, operates Swiss turning centers capable of diameters down to 0.010" with tolerances to ±.0002", alongside wire EDM capability — which means the right process can be selected based on what the part actually requires, rather than defaulting to one approach.
Frequently Asked Questions
What is the accuracy of wire EDM?
High-end wire EDM machines achieve accuracy in the low single-digit micron range. Published manufacturer specifications include fit accuracy of ±3 µm (Mitsubishi), ±3 µm (Sodick), and 1 µm positioning resolution (GF CUT 1000). Achievable part tolerance depends on machine capability, material, workpiece geometry, and number of finishing passes — micro turning applications require the tightest end of this range.
Which material cannot be machined by EDM?
Non-conductive materials cannot be machined by EDM in any configuration. This includes non-conductive ceramics, most plastics, glass, wood, and most composites. EDM requires electrical discharge between the wire electrode and workpiece — if the workpiece cannot conduct electricity, no discharge occurs and no material is removed.
How thick of material can wire EDM cut?
Wire EDM cutting depth is limited by the machine's work envelope, with most industrial machines accommodating workpiece heights from 200 to 600+ mm. Flushing efficiency and wire stability become critical as height increases, though positional accuracy remains consistent at depth on well-configured machines.
What is the difference between wire EDM micro turning and Swiss turning?
Swiss turning uses precision cutting tools under mechanical contact to produce small-diameter cylindrical parts at high speed — highly efficient for high-volume runs in machinable materials. Wire EDM micro turning uses non-contact spark erosion, making it the practical choice when materials are hardened or exotic, or when cutting forces from a conventional tool would cause deflection or surface damage at the required feature size.
What industries use wire EDM micro turning most?
Medical device manufacturing, aerospace, defense, and photonics and optics. These sectors require miniature components in hard or exotic conductive alloys — such as titanium implant shafts, inertial guidance components, and optical alignment pins — where tolerances and surface integrity exceed what conventional micro-turning can reliably deliver.


