Introduction
A single out-of-tolerance component in a spinal implant or aircraft assembly can ground a fleet, trigger a recall, or end up in a regulatory investigation. Choosing the right precision machining process is an engineering decision — one with direct consequences for part performance, lead time, and compliance.
Precision machining is a broad category, not a single operation. The term covers nine distinct process types — each using a different method of material removal, different tooling, and optimized for different geometries, materials, and tolerance targets. Selecting the wrong one leads to rework, scrapped parts, and missed delivery windows.
This article breaks down all nine processes — how they differ in method and output, and what should drive your selection when dimensional variation carries real engineering risk in aerospace, medical devices, defense, or photonics.
Key Takeaways
- Precision machining includes nine distinct processes — from CNC milling and Swiss turning to EDM and laser cutting — each suited to different part geometries and materials.
- Tolerances range from ±0.005" in standard CNC to ±0.0002" or better in Swiss turning and precision grinding.
- Part geometry, material hardness, and tolerance requirements drive for process selection.
- In regulated industries, supplier certification (ISO 13485, AS9100, ITAR) is a baseline requirement, not an optional credential.
- No single process covers every application — choosing the wrong one drives rework costs and schedule delays.
What Is Precision Machining?
Precision machining is a computer-controlled subtractive manufacturing process where material is removed from a raw workpiece to produce components with exact dimensions and surface finishes. Tolerances are typically measured in thousandths or ten-thousandths of an inch — a range that separates precision machining from general-purpose CNC work.
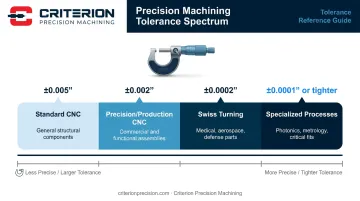
Precision machining is defined by three compounding demands: tight tolerances, repeatable part-to-part consistency, and adherence to certified quality systems. According to commercial CNC benchmarks from Protolabs, standard CNC tolerances run ±0.005", while precision/production tolerances tighten to ±0.002" — and specialized processes can reach ±0.0001" or tighter.
In "No Failure" sectors — aerospace, medical device, defense, and photonics — dimensional variation directly affects structural safety, mechanical fit, or regulatory compliance. Suppliers in these spaces must hold recognized quality certifications and back every part with documented inspection and traceability.
Criterion Precision Machining operates squarely in this category. The company holds ISO 13485:2016 and ISO 9001:2015 certifications, is FDA and ITAR registered, and supports AS9100 requirements for aerospace customers.
9 Types of Precision Machining Processes
Precision machining is a family of processes , not a single operation. Each uses a different method of material removal, tool type, or energy source, and each is optimized for specific geometries, materials, and tolerance levels.
CNC Milling
CNC milling uses rotating multi-point cutting tools guided by computer-programmed toolpaths to remove material from a stationary workpiece. The spindle moves across multiple axes (3, 4, or 5) to produce flat surfaces, slots, pockets, contours, and complex 3D profiles. It's the default process for prismatic parts with irregular geometries.
Best suited for: Brackets, housings, mold components, structural aerospace parts
Trade-off: Less efficient for purely cylindrical features, which are better addressed by turning. Setup complexity scales with part intricacy.
Criterion's milling floor includes HAAS UMC 500 SS 5-axis machining centers, Brother R450X2 pallet changers, and a Kitamura horizontal machining center , covering 3-axis through full simultaneous 5-axis work on parts up to 17" x 22" x 17".
CNC Turning
CNC turning rotates the workpiece at high speed while a stationary single-point cutting tool removes material along the outer or inner diameter. The result: cylindrical geometries such as shafts, pins, bushings, and threaded rods with exceptional roundness and concentricity.
Best suited for: Axially symmetric parts requiring facing, grooving, boring, and threading in a single setup
Trade-off: Not suited for prismatic or non-round features, which require milling or secondary operations.
Swiss Turning
Swiss turning is a high-precision variant of CNC turning that uses a guide bushing to support the workpiece very close to the cutting zone. That support dramatically reduces deflection, allowing extremely small-diameter, long, or complex parts to be machined to tolerances of ±0.0002" or better.
Best suited for: Small-diameter precision components for medical devices (bone screws, implant components), defense (actuator pins), and photonics (optical mounts)
Trade-off: Optimized for small, elongated parts. Not cost-effective for large or bulky components.
Criterion operates 5-axis, 6-axis, and 8-axis CNC Swiss screw machines with live tooling, programmed via Autodesk PartMaker® CAM software. Criterion's Swiss turning cells machine parts from 0.010" diameter and hold tolerances to ±0.0002" in production. Those capabilities apply directly to orthopedic screws, implant housings, and optical lens mounts for photonics customers, including Corning.

5-Axis CNC Machining
5-axis CNC machining allows simultaneous movement along five axes (X, Y, Z plus two rotational axes), allowing the cutting tool to reach the workpiece from virtually any angle in a single setup. That single-setup capability eliminates multiple fixtures and repositioning, improving both accuracy and efficiency on complex geometries.
DMG MORI reports spatial accuracy under 15 μm and surface finish Ra under 0.1 μm on their 5-axis portfolio , figures that reflect the process ceiling when equipment and programming are matched to the application.
Best suited for: Complex aerospace structural parts, turbine components, medical implants with compound curves, defense hardware
Trade-off: Higher capital cost and advanced programming requirements make it less economical for simple, 2D-dominant parts.
CNC Drilling
CNC drilling uses rotating drill bits fed axially into the workpiece to produce cylindrical holes with precision control over depth, diameter, and location. It can run on dedicated drill presses or as an integrated operation on milling and turning centers.
Best suited for: Bolt holes, fluid passages, alignment features (simple, fast, and highly repeatable)
Trade-off: Limited to round, axial holes. Non-round profiles or complex internal contours require EDM or broaching.
For precision holes, the achievable tolerance depends on the drill/ream/bore sequence and inspection method. Specifying true position, datum scheme, and the full hole-making sequence on the drawing gives suppliers the clearest target.
Precision Grinding
Precision grinding uses high-speed abrasive wheels to remove very small amounts of material, achieving surface finishes and dimensional tolerances that exceed what milling or turning can deliver. Norton Abrasives reports grinding surface finishes ranging from 32 μin Ra down to 4 μin Ra and better, with aerospace grinding capable of holding tolerances to 0.0001".
Best suited for: Hardened components (bearings, tooling, shafts, molds) requiring fine surface finishes and tight dimensional control. Typically used as a finishing operation after primary machining.
Trade-off: Slow for bulk material removal. Not economical as a primary shaping process.
Electrical Discharge Machining (EDM)
EDM removes material from electrically conductive workpieces through precisely controlled electrical spark discharges. The electrode never physically contacts the workpiece, so no cutting forces are applied. Two variants:
- Wire EDM: A thin wire electrode slices through material, like a bandsaw made of electricity
- Sinker EDM: A shaped electrode erodes cavities and complex internal profiles
Sodick reports wire EDM accuracy to ±3 μm (approximately ±0.000118") with surface finishes as fine as 0.36 μm Ra , placing it among the most precise processes available for conductive materials.
Best suited for: Hardened tool steel dies, intricate mold cavities, complex internal profiles, and small precise holes in Inconel or titanium
Trade-off: Slower than conventional machining. Requires the workpiece to be electrically conductive ; non-metals cannot be processed.
Criterion operates a Mitsubishi MV1200 Wire EDM in-house for precision cutting of complex geometries and hard materials.
Laser Cutting and Marking
Laser cutting uses a highly focused, high-energy beam to melt or vaporize material along a programmed cutting path with no physical tool contact. TRUMPF defines it as a contact-free slitting process capable of processing material thicknesses from 0.5 mm to over 30 mm.
- CO2 lasers: Better suited for non-metals and thicker materials
- Fiber lasers: Higher speeds for metals, preferred for thin sheet
Best suited for: Thin-to-medium gauge sheet metal components, intricate 2D profiles, and engraving/marking in aerospace, electronics, and medical device fabrication
Trade-off: Less suitable for very thick materials. Does not substitute for the tight 3D tolerances achievable in solid-component precision machining.
Criterion operates a FOBA M3000 laser system for marking and engraving applications , a standard requirement for part identification and traceability in regulated industries.
Turn-Milling (Mill-Turn)
Turn-milling combines CNC turning and milling in a single machine setup using a hybrid machining center where both the workpiece and cutting tool can rotate simultaneously. Complex cylindrical parts with off-axis features (slots, holes, contours) complete in a single setup without re-fixturing.
Best suited for: Complex multi-feature components in aerospace, medical, and defense that would otherwise require sequential operations on separate machines
Trade-off: Mill-turn centers carry higher capital and programming costs compared to single-process machines.
Criterion's 6-axis multi-tasking turning center with live tooling provides functionally equivalent capability , completing turning and milling-type operations in a single chucking and eliminating re-fixturing errors on complex parts.
How to Choose the Right Precision Machining Process
The right process is determined by the part's specific requirements — not by machine availability or familiarity. Mismatching process to requirements is the most common cause of cost overruns, rework, and missed tolerance targets in precision manufacturing. Five factors narrow the field:
Part Geometry and Features
Shape typically eliminates most options immediately:
| Part Type | Best-Fit Process |
|---|---|
| Cylindrical / axisymmetric | CNC turning |
| Small-diameter, high length-to-diameter | Swiss turning |
| Prismatic with pockets and contours | CNC milling |
| Complex 3D multi-surface | 5-axis CNC |
| Hardened or intricate internal profiles | EDM |
| 2D sheet profiles | Laser cutting |
Material Type and Hardness
Material properties are the second primary filter:
- Aluminum, brass: Standard CNC milling and turning
- Titanium, stainless steel: Controlled parameters and appropriate tooling; CNC milling, turning, or Swiss turning depending on geometry
- Hardened steel (55–65 HRC): Push toward EDM or grinding rather than conventional cutting
- Inconel, superalloys: EDM or grinding for fine features in hardened conditions
- PEEK and biocompatible plastics: CNC turning or milling with heat and feed rate control; dry processing recommended for medical applications
Tolerance and Surface Finish Requirements
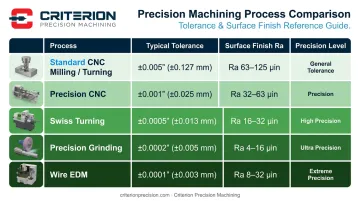
| Process | Typical Tolerance | Surface Finish |
|---|---|---|
| Standard CNC milling/turning | ±0.005" | 3.2 μm Ra as-machined |
| Precision CNC | ±0.002" | 1.6–0.4 μm Ra |
| Swiss turning | ±0.0002" | ~0.2 μm Ra possible |
| Precision grinding | 0.0001" | 4–32 μin Ra |
| Wire EDM | ±0.000118" | 0.36 μm Ra |
For regulated industries, tolerances must be verified through certified inspection — CMM measurement, optical systems, and dimensional reporting.
Production Volume
- Prototypes and low-volume runs favor flexible CNC milling and turning centers, which recover programming investment quickly
- Medium to high-volume production benefits from Swiss turning or turn-milling, where setup investment is offset by efficiency gains per part
- Very high-volume small parts run most cost-effectively on Swiss turning with live tooling — complete parts in one pass, minimal handling
Quality Certification Requirements
For aerospace (AS9100), medical device (ISO 13485), and defense (ITAR) applications, the supplier's certification is a prerequisite — not a differentiator. Confirm that the chosen process can be documented, inspected, and validated within a certified quality management system.
Criterion holds AS9100, ISO 9001:2015, and ISO 13485:2016 certifications with full ITAR and FDA registration — and generates FAIRs, Certificates of Conformance, material certifications, and final inspection reports as standard deliverables on every job.
What to Check Before Finalizing Your Process Selection
Four mistakes appear repeatedly in precision manufacturing sourcing:
Selecting the most advanced process by default. 5-axis and EDM carry higher programming, setup, and per-part costs that aren't justified when simpler processes meet the tolerance and geometry requirements. Match the process to the drawing, not to prestige.
Ignoring process limitations in supplier proposals. A process that creates a heat-affected zone incompatible with the material's properties — or can't consistently hold the required tolerance — will produce scrap regardless of the supplier's equipment list.
Defaulting to familiar processes. Many buyers specify processes they've used before, even when the current part's geometry, material, or tolerance calls for something different. Cross-check against all five selection factors before finalizing.
Overlooking downstream quality verification. Confirm the supplier can perform documented inspection — CMM verification, optical measurement, dimensional reporting — and that the selected process supports the traceability and compliance documentation required by the applicable quality standard.

Catching these errors before issuing a purchase order is far less costly than resolving them at first article inspection or production. The right process choice is the one that reliably meets your drawing requirements, not the most capable or most familiar option available.
Conclusion
Precision machining is nine distinct processes, each optimized for specific geometries, materials, tolerances, and production contexts. CNC milling handles prismatic complexity. Swiss turning holds micro-tolerances on small-diameter parts. EDM machines what conventional tools can't reach. Laser processes profile thin materials without contact. No single process is universally superior. The right choice depends entirely on what the drawing demands — and what the application cannot afford to get wrong.
In aerospace, medical devices, defense, and photonics, the cost of the wrong choice isn't just financial. It affects component reliability, regulatory compliance, and the people who depend on those parts to perform. That's why process selection should happen alongside design review, not after it — with a machining partner who understands the difference between what's geometrically possible and what's production-viable at tolerance. Criterion Precision Machining works with engineers in these sectors to match process to part from the start, not after a first-article failure.
Frequently Asked Questions
What is the most precise machining process?
Swiss turning and precision grinding consistently achieve the tightest tolerances — Swiss turning to ±0.0002″ on small-diameter parts, grinding to 0.0001″ in aerospace applications. Wire EDM also reaches ±0.000118″ accuracy for conductive materials. The right choice depends on part geometry, material, and whether contact-based or non-contact cutting is feasible.
What are the three most common machining processes?
CNC milling, CNC turning, and CNC drilling are the most widely used processes across manufacturing. Together, they cover prismatic, cylindrical, and hole-feature requirements across the broadest range of industries.
What is the difference between CNC milling and CNC turning?
Milling rotates the cutting tool against a stationary workpiece, making it the go-to process for flat surfaces, pockets, and complex profiles. Turning works the opposite way: the workpiece spins while the tool removes material, which suits cylindrical parts like shafts, pins, and bushings.
When should EDM be used instead of conventional CNC machining?
EDM is the right call when the material is too hard for conventional tooling, when internal geometry can't be reached by standard cutters, or when cutting forces would distort a thin-walled or delicate part. Hardened tool steels and complex die cavities are typical candidates.
What precision machining processes are most used in medical device manufacturing?
Swiss turning dominates for small-diameter implant components and bone screws; CNC milling and turning handle instruments and housings; precision grinding addresses tight-tolerance sealing and bearing surfaces. Every process must be executed within an ISO 13485-certified quality system.
What tolerances can precision machining achieve?
Standard CNC milling and turning typically achieve ±0.001″–0.005″. Swiss turning reaches ±0.0002″ on small-diameter parts. EDM and precision grinding can approach ±0.0001″ in specialized applications. The achievable range depends on process, material, and part geometry.