
Introduction
Once a satellite reaches orbit, it's unreachable. No service calls, no part replacements, no second attempts. Every component must perform across radiation exposure, vacuum conditions, extreme thermal cycling, and violent launch vibrations — simultaneously, for years. The margin for error is zero, defined not by caution but by physics.
The market reflects just how seriously this sector has grown. Novaspace projects $665 billion in satellite manufacturing and launch activity through 2035, with a surge of roughly 43,000 satellites anticipated over the next decade. BryceTech reports nearly 2,800 smallsats launched in 2024 alone, representing 97% of all spacecraft by count. Behind each of those satellites are hundreds — sometimes thousands — of precision machined components that must meet exact specifications.
This article covers which satellite subsystems depend on machined parts, why precision machining is the manufacturing method the industry relies on, and what distinguishes a capable machining partner for space programs.
Key Takeaways
- Satellites cannot be repaired on orbit — every machined component must perform correctly from day one
- Tolerances for satellite hardware range from ±.001" for structural parts down to ±.0002" or tighter for RF, optical, and propulsion components
- Mass directly drives launch cost, making thin-wall and pocketed machined structures essential
- AS9100 certification and ITAR registration are baseline requirements for any satellite machining supplier
- Complex satellite geometries demand 5-axis CNC milling and Swiss turning as core production processes
Why Precision Machining Is Non-Negotiable in Satellite Design
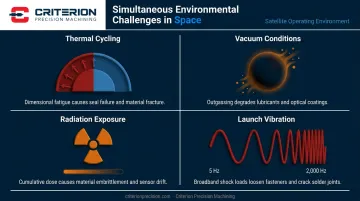
The Environment Demands It
Satellites face simultaneous and unforgiving conditions no terrestrial component ever encounters:
- Thermal cycling from intense solar exposure to deep shadow, cycling repeatedly across an orbital period
- Vacuum conditions where convective heat transfer is completely absent
- Radiation exposure that degrades materials and accelerates wear
- Launch vibration spanning sinusoidal and random profiles from 5 Hz to 2,000 Hz, per ECSS testing standards
A machined bracket that shifts a few microns under thermal expansion can misalign an antenna or throw off a pointing system. In orbit, there is no field repair — that misalignment is permanent.
Tolerances That Affect Function, Not Just Fit
Satellite component tolerances aren't arbitrary. Each tolerance class governs a distinct failure mode:
- Positional tolerances on hole patterns determine whether subsystems mount and align correctly
- Flatness tolerances on mating surfaces affect seal integrity and EMI shielding performance
- Thread-form accuracy ensures fastener interfaces hold under dynamic launch loading
For RF systems, the tolerances are especially unforgiving. Research from IEEE's Antennas & Propagation Magazine notes that W-band waveguide devices require manufacturing tolerances around 20 micrometers or better to support proper signal transmission — and that CNC milling may not always reach required accuracy for the most demanding designs without specialized process control.
Meeting those dimensional requirements, however, is only part of the engineering equation. Every gram saved is a gram that can be reallocated to payload, fuel, or redundancy systems.
Mass Is Money
SpaceX's current rideshare pricing puts additional mass at $7,000 per kilogram to SSO. That number makes every gram an engineering decision. Precision machining enables the thin-wall structures, deep pockets, and internal relief features that reduce mass without sacrificing stiffness — capabilities that casting and forming cannot replicate at equivalent tolerance levels.
Key Machined Components in Satellite Design
Satellites contain hundreds to thousands of individual parts. The structurally and functionally critical ones — the components that determine whether the mission succeeds — almost universally require precision machining.
Structural Brackets, Frames, and Chassis
Structural components form the backbone of both the satellite bus and payload sections. Reaction wheels, solar panel yokes, instrument bays, and propulsion mounts all attach to machined structural members. If those attachment interfaces aren't dimensionally correct, subsystems shift under launch loads — and there's no correcting them afterward.
NASA's 2021 State of the Art report confirms that most COTS CubeSat primary structures are machined from aluminum alloy 6061 or 7075. Vendors such as EnduroSat use 6061-T651; NanoAvionics specifies 7075-T6. Both alloys deliver the strength-to-weight ratio satellite programs require, but thin-wall, pocketed geometries in aluminum demand careful fixturing and toolpath strategy to avoid distortion.
Housings and Enclosures
Electronic housings and RF enclosures protect sensitive components from radiation, contamination, and thermal stress. Precision machining ensures mating flanges seal correctly and wall thicknesses remain consistent — even small surface irregularities on housing flanges can compromise EMI shielding or allow contaminant ingress during ground handling before launch.
Antenna and Waveguide Components
Signal performance degrades quickly with dimensional variation. Waveguide cross-sectional changes alter the propagation factor (the speed at which signals travel through the guide), creating phase errors and power-coupling losses that degrade communications link margins. RF subsystem components typically carry the tightest dimensional tolerances on the entire satellite.
Thermal management presents an equally unforgiving challenge — one where dimensional precision operates in a completely different physical domain.
Thermal Control Components
In vacuum, there is no convection — heat moves only by conduction and radiation. The ECSS thermal design handbook identifies that thermal joint conductance depends directly on three machining-controlled variables:
- Surface finish — rougher interfaces reduce actual contact area and conductance
- Contact pressure — achievable only when mating surfaces are flat and parallel within tolerance
- Junction temperature — which determines how aggressively the joint needs to perform
A gap or surface irregularity at a thermal interface creates hot spots that can shorten component life or trigger functional failure mid-mission.
Mechanical Movement and Propulsion Components
Moving parts carry failure risk that static components don't — every cycle adds wear, and out-of-tolerance conditions accelerate that process. Key components in this category include:
- Actuators and bearing housings — where bore geometry and surface finish directly control rotational life
- Injector nozzles — where orifice dimensions govern propellant flow rates and thrust precision
- Thruster mounts — which must maintain alignment under repeated thermal cycling and vibration
For these parts, surface finish isn't cosmetic. It determines sealing performance and wear resistance across the full mission lifespan.
Materials Used in Satellite Components and Their Machining Challenges
Material selection for satellite hardware balances three competing demands: low mass, high structural performance, and resistance to the thermal and radiation environment of space. Each material brings distinct machining challenges.
| Material | Primary Applications | Key Machining Challenge |
|---|---|---|
| Aluminum 6061/7075 | Structural frames, brackets, housings | Distortion in thin-wall and pocketed sections |
| Titanium | High-stress fasteners, load-bearing brackets | Work-hardening, heat buildup at cutting zone |
| Stainless steel / Inconel | Propulsion hardware, high-temperature components | Toughness, work-hardening, tool wear |
| PEEK | Electrical isolation, thermal breaks, bearing surfaces | Heat sensitivity, dimensional drift in fine features |
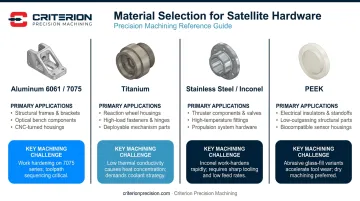
Aluminum dominates satellite structural work because of its strength-to-weight ratio and machinability. The real challenge emerges in thin-wall configurations — clamping forces and cutting heat both introduce distortion that compounds across tightly toleranced features.
Titanium steps in where aluminum lacks sufficient strength, but its low thermal conductivity creates a specific problem: heat concentrates at the tool-workpiece interface rather than dissipating through the part. ASM International identifies this buildup as the central machining challenge, requiring sharp tooling, controlled cutting speeds, and aggressive coolant to prevent dimensional drift and premature tool failure.
Inconel and stainless steel are the materials of choice for propulsion hardware — NASA references Inconel 625 and 718 specifically for combustion chambers, manifolds, and nozzle liners. Both alloys work-harden aggressively under the tool, generating heat and accelerating wear. Tight parameter control is non-negotiable.
PEEK handles electrical isolation and thermal break applications where metallic conductivity is a liability. Victrex identifies PEEK as stable at continuous-use temperatures up to 260°C, yet the material is sensitive to heat during machining — elevated cutting temperatures cause dimensional instability in fine features, making controlled conditions essential.
Machining Processes That Achieve Satellite-Grade Tolerances
5-Axis CNC Milling
Complex satellite geometries cannot be completed efficiently on 3-axis platforms without multiple setups. Housings with compound angles, structural brackets with multiple mounting faces, and antenna hardware with contoured surfaces all require re-fixturing — and each re-fixturing event introduces positional error that accumulates across the part.
5-axis milling eliminates most of those re-fixturing events. Multiple faces complete in a single setup, and the positional relationship between features stays under direct machine control rather than accumulating from repeated part handling.
Criterion Precision Machining operates two HAAS UMC 500 SS 5-axis universal machining centers with 20-pallet pools, capable of producing parts from 0.25" square up to 17" × 22" × 17" — a working envelope suited to small and medium satellite structural and housing components. ITAR registration and ISO 9001 certification mean the shop is already cleared for sensitive aerospace programs, eliminating the supplier qualification burden on the customer side.

CNC Turning and Swiss Turning
Rotationally symmetric satellite components — nozzle bodies, fastener interfaces, bearing housings — are produced on CNC turning platforms. For small-diameter components with complex features like threads, grooves, and cross-holes, Swiss turning is the process of choice.
Criterion's Swiss turning lineup includes 5-axis, 6-axis, and 8-axis machines with live tooling, handling diameters from 0.010" to 0.875" at tolerances down to ±0.0002". That range covers most small satellite sub-assembly components where miniaturization and tight feature relationships demand Swiss-level precision.
Tolerance Verification and Inspection Integration
Achieving satellite-grade tolerances requires verification at multiple production stages, not just at final inspection. Criterion's quality system integrates:
- Global Advantage CMM with PC-DMIS software for complex 3D dimensional verification across multi-feature geometries
- OASIS Optical Automatic Smart Inspection System, a non-contact video profiler suited to delicate or contoured surfaces
- Keyence IM-7020, which runs batch inspection of up to 99 dimensions across 100 parts simultaneously
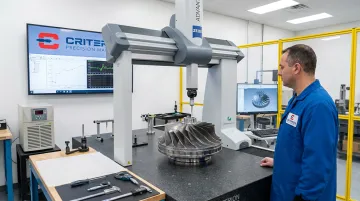
In-process inspection catches dimensional deviations before they carry forward into subsequent operations where correction becomes impossible or expensive.
Repeatability for Constellation Programs
Novaspace projects that five mega-constellations alone represent 66% of satellites launched through 2034. Constellation programs require the same component produced across hundreds or thousands of units at identical tolerances. CNC machining with fixed programs, calibrated tooling, and documented process controls is the only production method that sustains that consistency at volume — which is why constellation program sourcing decisions increasingly favor shops with certified process controls over those competing on price alone.
Quality Assurance and Compliance in Satellite Component Manufacturing
Satellite component manufacturing requires a quality system that provides full traceability from raw material through final inspection. If an anomaly occurs on orbit, engineers must be able to trace it back to its manufacturing origin — without that chain of custody, corrective action is impossible and future programs are at risk.
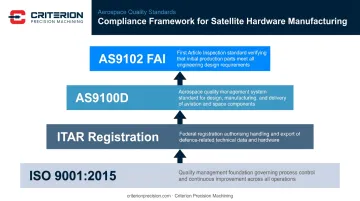
The compliance framework for satellite hardware spans several interconnected standards:
- ISO 9001:2015 — Establishes the quality management baseline: documented processes, risk-based thinking, customer focus, and continual improvement
- ITAR Registration — A legal requirement under 22 CFR 122.1 for any manufacturer handling USML Category XV satellite hardware; registration with DDTC is mandatory for U.S. defense or dual-use applications
- AS9100D — Builds on ISO 9001 with aviation, space, and defense-specific requirements; the recognized standard for aerospace supply chains
- AS9102 First Article Inspection (FAI) — Required by major aerospace primes including Lockheed Martin before production quantities are released; confirms the manufacturing process produces conforming parts
Meeting these requirements demands more than paperwork — it requires a machining partner whose systems are built for regulated environments from the ground up. Criterion Precision Machining holds AS9100, ISO 9001:2015, and ISO 13485:2016 certifications, along with ITAR and FDA registration. Their ProShop ERP system provides end-to-end production traceability — tracking every operation, tool, and measurement from order intake through final shipment. Documentation packages including FAIRs, Certificates of Conformance, and material traceability records accompany every regulated aerospace shipment.
Choosing the Right Precision Machining Partner for Satellite Programs
Not every certified machining shop is equipped for satellite work. The technical and compliance bar is genuinely high.
Minimum capability criteria:
- ITAR registration — non-negotiable for defense-related satellite hardware
- ISO 9001 certification (AS9100 is common in space-specific programs — verify current certification scope)
- 5-axis CNC milling and Swiss turning capabilities
- CMM-level dimensional inspection with documented results
- Verified tolerance capability of ±.0002" or better
- Experience with titanium, aluminum, stainless, Inconel, and PEEK
What separates good from good enough:
A supplier with the right equipment but poor schedule discipline or weak documentation practices creates program risk. Satellite integration schedules don't flex: one late or non-conforming part can hold up an entire assembly flow.
A machining partner who engages early on manufacturability, communicates proactively on lead times, and delivers complete documentation packages reduces that risk at every stage.
Criterion Precision Machining — an ISO 9001, ITAR-registered precision machining company operating since 1953 — has built its practice around "No Failure" aerospace applications. Their combination of 5-axis milling, Swiss and CNC turning, CMM inspection, and ProShop-driven traceability addresses the full set of requirements satellite programs place on their supply chain.
Before committing to a supplier, verify:
- Request sample inspection reports — not just a capability statement
- Confirm ERP-driven lot traceability and non-conformance handling process
- Ask specifically about FAI documentation format and delivery timing
- Verify that certifications are current and cover the program's regulatory scope
Frequently Asked Questions
What tolerance levels are typically required for precision machined satellite components?
Satellite components vary by subsystem. Structural brackets commonly require tolerances around ±.001", while RF, optical, and propulsion components demand ±.0002" or tighter. Even small deviations in waveguide geometry or bearing interfaces can cause signal loss or mechanical failure that cannot be corrected on orbit.
Which materials are most commonly used in precision machined satellite components?
Material selection depends on the subsystem's mechanical, thermal, and electrical demands:
- Aluminum 6061/7075 — structural components where strength-to-weight ratio drives design
- Titanium — high-stress fasteners and load-bearing brackets
- Stainless steel and Inconel — propulsion hardware requiring high-temperature and corrosion resistance
- PEEK — electrical isolation and thermal break applications
Why is 5-axis CNC machining preferred for many satellite components?
5-axis machining completes complex, multi-surface geometries in a single setup, eliminating the re-fixturing errors that accumulate when parts are repositioned across multiple operations. For satellite housings and structural hardware, that single-setup precision is what makes ±.0002" positional tolerances achievable at production scale.
How does machining compare to additive manufacturing for satellite components?
Precision machining delivers tighter tolerances, better surface finishes, and higher material density than most additive methods, making it the standard for structural, RF, and thermal-critical components. Additive manufacturing has a legitimate role in complex propulsion hardware and prototyping, but it cannot match machining's dimensional consistency at production scale.
What certifications should a machining supplier hold to work on satellite components?
Key certifications and registrations for satellite supply chain work include:
- ISO 9001 — quality management baseline for any precision supplier
- ITAR registration — required for hardware tied to U.S. defense or dual-use applications under USML Category XV
- AS9100D — aerospace-specific quality controls, often required or preferred by satellite program primes
How does mass reduction factor into the design of precision machined satellite components?
Launch cost scales with mass. At SpaceX's current rideshare pricing of $7,000 per kilogram, every gram matters. Precision machining lets engineers create pocketed, thin-wall structures in lightweight alloys, removing material that casting or forming cannot eliminate while still holding structural tolerances.


