
Introduction
Aerospace components operate in conditions that push materials to their limits: rapid thermal cycling, sustained vibration, high-pressure loads, and fatigue stress accumulated over tens of thousands of flight cycles.
A single out-of-spec part doesn't fail quietly. It affects every mating component in the assembly, creating a cascade that can compromise an entire system.
Aerospace machining sits in a different category from standard precision work. Tolerances measured in ten-thousandths of an inch, certified materials with full traceability, documented inspection at every production stage — these aren't optional extras. They're the minimum entry point.
For procurement engineers sourcing aerospace components, the supplier evaluation process is just as demanding as the parts themselves. This article covers what makes aerospace machined parts genuinely difficult to produce — the materials, the processes, the quality standards, and what separates a capable machining partner from one that just says the right words.
Key Takeaways
- Aerospace tolerances routinely reach ±.0005" or tighter — surface finish, traceability, and documentation carry equal weight
- Primary machining processes include 5-axis CNC milling, CNC turning, Swiss turning, and EDM — each suited to specific geometries and material types
- AS9100D builds aerospace-specific quality requirements on top of ISO 9001 and ITAR registration baselines
- Aerospace quality means documented inspection trails, FAI packages, and process validation — not just dimensional accuracy
Why Precision Is Non-Negotiable in Aerospace Machined Parts
Operating Conditions That Compound Every Deviation
FAA 14 CFR 25.571 requires that aircraft structures be evaluated for damage tolerance and fatigue — confirming that catastrophic failure due to fatigue, corrosion, manufacturing defects, or accidental damage won't occur throughout an aircraft's operational life. Regulators also require that probable damage locations and repeated load effects be identified and accounted for.
What this means practically: a dimensional deviation that looks minor on paper can create a stress concentration that compounds over thousands of load cycles. Seal leaks, bearing misalignment, and structural fatigue don't announce themselves — they accumulate.
The cascade effect makes this worse. One out-of-spec component affects every mating part in an assembly — a misaligned bearing bore, for example, loads adjacent fasteners unevenly and transfers stress to structures never designed to carry it.
Weight, Fuel, and the Precision Penalty
That same demand for precision extends directly into how aircraft are designed for efficiency. Weight reduction is one of the most direct levers available. According to IATA, each extra tonne of aircraft weight burns approximately 30 kg of fuel per hour, with fuel accounting for up to 30% of airline operating costs.
This puts machining at the center of efficiency programs. Thin-wall structures, topology-optimized brackets, and lightweight alloy components only deliver their weight savings if machined to exact specification. Wall thickness deviations that seem small produce outsized effects when multiplied across an airframe.
Regulatory and Certification Stakes
FAA, EASA, and DoD requirements mean only parts with verified dimensional and material conformance can be certified for flight. Non-conforming parts don't get incorporated. But catching non-conformance late in the supply chain carries compounding costs:
- Rework — remachining or scrapping out-of-spec parts
- Schedule impact — delays that ripple into assembly and delivery timelines
- Re-inspection — potential review of already-delivered assemblies if a systemic issue is suspected
Getting conformance right at the machining stage eliminates all three.
Common Aerospace Components Made With Precision Machining
Precision machining dominates aerospace component production because CNC cutting processes — milling, turning, and EDM — can consistently achieve the tight tolerances, controlled surface finishes, and complex feature geometries these parts require. The table below shows which component categories rely on precision machining and why.
| Component Category | Why Precision Machining |
|---|---|
| Engine components — turbine housings, fuel nozzles, compressor rings | Complex internal geometries, high-temperature alloys, tight sealing interfaces |
| Structural components — wing boxes, bulkheads, frames | Large complex profiles requiring multi-axis work and specialized workholding |
| Landing gear assemblies — axles, pistons, torque links | High-load interfaces requiring tight cylindrical tolerances |
| Transmission housings | Heavy-duty structural features combined with precision bore requirements |
| Avionics housings and sensor mounts | Close tolerances on lightweight alloys with fine surface finish requirements |
Across all five categories, the common thread is part criticality — each component either transfers structural load, contains pressurized flow, or houses safety-sensitive systems. That's where tight-tolerance contract machining earns its place in the aerospace supply chain.
Materials Used in Aerospace Machined Parts
Aerospace-Grade Metals
Each primary aerospace metal presents a specific machining challenge that separates capable shops from commodity operations:
Titanium alloys (Ti-6Al-4V) — High strength-to-weight and temperature resistance make this the go-to for structural and engine-adjacent components. The challenge: titanium cutting forces can reach twice those of steel, and heat at the cutting zone accelerates tool wear rapidly. Sandvik Coromant recommends at least 70 bar coolant pressure for titanium turning and cutting speeds of 130–260 sfm with cemented carbide inserts.
Aluminum alloys (7075, 6061) — Lightweight and machinable, widely used for structural and avionics components. 7075 offers higher strength; 6061 offers better corrosion resistance and weldability.
Stainless steels (17-4 PH, 15-5 PH) — Precipitation-hardening grades suited to landing gear hardware and high-load fittings. Both grades deliver high strength, hardness, and corrosion resistance with consistent performance under cyclic loading.
Nickel superalloys (Inconel 718) — Rated for service from -423°F to 1300°F per Special Metals' specification. Used in turbine-adjacent components where aluminum and titanium can't survive. Machining Inconel requires up to 200 bar coolant pressure, and tool life is dramatically shorter than with conventional alloys.

Engineering Polymers
PEEK, PTFE, and PAI are increasingly specified for aerospace interior components, bushings, and non-structural brackets where weight matters and dimensional stability under temperature variation is required. Each behaves distinctly under the cutter:
- PEEK — Prone to delamination at aggressive feed rates; requires sharp tooling and conservative finishing passes
- PTFE — Dimensionally unstable under clamping pressure; fixturing strategy matters as much as the cut itself
- PAI (Torlon) — Brittle at thin walls; tool geometry and depth-of-cut must account for fracture risk
Material Traceability Requirements
Every aerospace-grade material requires:
- Mill test certificates (MTCs) confirming chemical and mechanical properties
- Heat-lot traceability linking each part to a specific material batch
- Conformance documentation to recognized standards (AMS, ASTM, or MIL-spec)
SAE AMS5663P for Inconel 718, for example, requires documentation of the purchase order number, heat and lot number, specification reference, size, and quantity. This documentation enables lifecycle tracking and rapid identification of affected parts if an in-service issue surfaces.
Machining Processes That Achieve Critical Tolerances
5-Axis CNC Milling
Turbine housings, structural frames, and airfoil surfaces require simultaneous multi-axis movement to achieve required form accuracy — making 5-axis CNC milling the standard for complex aerospace geometries. Beyond geometric capability, 5-axis work reduces setup count, and fewer setups means less cumulative positional error across complex features.
CNC Turning and Multi-Axis Turning Centers
Landing gear components, hydraulic shafts, and valve bodies are produced on CNC turning centers. Live tooling and sub-spindle configurations allow secondary features — cross holes, flats, threads — to be completed in a single setup, eliminating re-fixturing error.
Swiss-Type CNC Turning
Swiss lathes excel at small-diameter, high-precision components: fasteners, precision pins, connector bodies, and small avionics hardware. The guide bushing supports the workpiece directly at the cutting zone, providing exceptional rigidity for long, slender parts that would deflect on a conventional lathe.
Criterion Precision Machining's Swiss turning capabilities cover this category of aerospace work, holding tolerances down to ±.0002" on these demanding geometries.
EDM (Electrical Discharge Machining)
EDM cuts hardened and difficult-to-machine materials without the heat and tool wear problems of conventional cutting. Fuel channel orifices, thin-wall internal profiles, and complex features in nickel superalloys are common EDM applications. Makino's wire EDM systems demonstrate workpiece positional accuracy to 1 micron (0.00004") using chilled dielectric to maintain thermal stability.
Fixturing, Thermal Compensation, and Environmental Controls
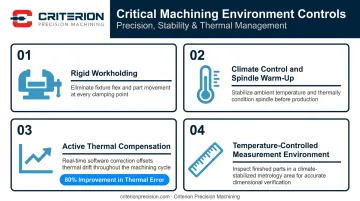
Even capable machine tools can't hold aerospace tolerances without proper controls:
- Workholding and fixturing must be rigid enough to prevent part movement under cutting forces
- Climate control and spindle warm-up protocols prevent thermal drift during production runs
- Thermal compensation systems — DMG Mori reports geometric tolerance improvements of up to 80% with active thermal compensation on precision machining centers
- Temperature-controlled measurement environments prevent thermal expansion from corrupting inspection data on tight-tolerance features
Quality Standards, Certifications, and Documentation in Aerospace Machining
AS9100D and ISO 9001
AS9100D is the primary aerospace quality management standard. It builds on ISO 9001 with aerospace-specific additions: risk management, configuration management, operational process validation, non-conformance control under Clause 8.7, and supplier qualification requirements.
Suppliers holding both certifications demonstrate the compliance infrastructure aerospace procurement teams require as a baseline.
Boeing states its own quality management system is based on AS9100. The IAQG OASIS database allows procurement teams to verify current supplier certification status directly.
NADCAP for Special Processes
NADCAP accreditation covers 26 critical process categories including heat treatment, non-destructive testing, and chemical processing. Where a supplier subcontracts these operations, NADCAP-accredited subcontractors are the expected standard. NADCAP audits assess actual process controls — not just quality management documentation.
Those process controls feed directly into one of aerospace's most demanding documentation requirements: First Article Inspection.
First Article Inspection (FAI) per AS9102C
SAE AS9102C (published June 2023) establishes the requirements for performing and documenting FAI. An FAI package validates the entire manufacturing process for a new or revised part before production begins. It includes:
- Complete dimensional balloon drawing with measurement results
- Material certifications and traceability documentation
- Special process certifications
- Functional test results where applicable
- Non-conformance documentation and dispositions

Statistical Process Control and Multi-Layer Inspection
SPC uses real-time process data to detect dimensional drift before parts go out of tolerance — reducing scrap and protecting the consistency of production runs. Rigorous aerospace machining programs build inspection touchpoints into the manufacturing process itself, not just at end-of-line.
Criterion Precision Machining's inspection infrastructure illustrates that approach in practice:
- Global Advantage CMM with PC-DMIS software — 3D dimensional inspection for complex aerospace geometries, with CAD-based measurement programming and iterative alignment capability
- OASIS Optical Automatic Smart Inspection System — non-contact optical measurement that captures multiple dimensions simultaneously without touching precision-finished surfaces
- Keyence IM-7020 system — measures up to 99 dimensions across 100 parts simultaneously, enabling true batch inspection at production scale

Criterion holds AS9100, ISO 9001:2015, and ISO 13485:2016 certifications, along with ITAR registration. Certificates of Conformance and final inspection reports are provided at no additional charge, with full FAIR packages available for regulated aerospace programs.
How to Choose the Right Aerospace Machining Partner
Must-Have Certifications and Registrations
Before evaluating capabilities, verify credentials:
- ISO 9001 — foundational quality management requirement
- AS9100D — aerospace-specific quality management; check IAQG OASIS for current status
- ITAR registration — required for any defense-related aerospace component involving controlled technical data
- NADCAP accreditation — for suppliers performing or subcontracting special processes
Certifications listed on a website mean nothing if they've lapsed — always confirm current status directly through IAQG OASIS and other primary certification databases before proceeding.
Matching Capabilities to Component Requirements
Match your component requirements to demonstrated shop capabilities. Specifically:
- Can they machine your specified materials — titanium, Inconel, PEEK?
- Do they have the processes your parts require — 5-axis milling, Swiss turning, EDM?
- What are their demonstrated tolerances, and what inspection equipment backs those claims?
Criterion Precision Machining, for example, holds tolerances to ±.0002" across CNC turning, Swiss turning, and 5-axis CNC milling, with a certified multi-point inspection program that documents every measurement. Their seven-decade focus on aerospace, defense, and medical — sectors where failure isn't an option — means the capability claims are backed by production history, not just marketing copy.
Documentation Practices and Supply Chain Transparency
Your machining partner should provide on demand:
- Full material traceability (mill test certificates, heat-lot records)
- FAI documentation per AS9102C
- Dimensional inspection reports
- Non-conformance records and corrective action documentation
Ask about ERP and production tracking systems. Criterion uses ProShop ERP, which tracks every operation, tool, and measurement from quoting through shipment — providing the real-time visibility and documentation trail regulated aerospace supply chains require.
Frequently Asked Questions
What are the ISO standards for aerospace?
AS9100D is the primary quality management standard for aerospace suppliers, building on ISO 9001 with aerospace-specific requirements including risk management, configuration control, and non-conformance handling. NADCAP accreditation covers special processes, and AS9102C governs First Article Inspection requirements.
What is the standard tolerance for machined parts?
Commercial machining tolerances typically run ±.005" to ±.001". Aerospace components regularly require ±.0005" for structural parts, ±.0002" to ±.0005" for engine-adjacent components, and tighter still for fuel and hydraulic interfaces — with the specific requirement driven by the drawing and application.
What is machining in aerospace?
Aerospace machining uses CNC-controlled subtractive processes (milling, turning, Swiss turning, EDM) to produce aircraft and spacecraft components to precise dimensional specifications, certified material standards, and rigorous documentation requirements governed by FAA, EASA, and DoD regulations.
What materials are most commonly used in aerospace machined parts?
The most common materials include:
- Titanium alloys — high-strength structural and engine-adjacent parts
- Aluminum alloys — lightweight structural and avionics components
- Stainless steels (17-4 PH, 15-5 PH) — landing gear and high-load hardware
- Nickel superalloys (Inconel 718) — extreme-heat applications
- PEEK and engineering polymers — lightweight interior and non-structural components
What certifications should I look for in an aerospace machining supplier?
ISO 9001 is the baseline; AS9100D adds aerospace-specific controls and is expected by most OEMs. For defense work, ITAR registration is required. If special processes are involved, look for NADCAP accreditation. Always verify current certification status through IAQG OASIS rather than relying on supplier-provided documents.


