
Introduction
304 stainless steel is the most widely used austenitic grade across medical devices, aerospace, defense, and industrial applications. Its 18% chromium and 8% nickel composition delivers excellent corrosion resistance and toughness — but those same properties make it genuinely difficult to machine.
The challenges aren't subtle. Work hardening happens fast, heat concentrates at the cutting edge instead of dispersing through the chip, and 304's ductility produces long stringy chips that can wreck surface finish and snap tools. Many machinists who run carbon steel without issue hit unexpected tool wear and scrapped parts the first time they set up a 304 SS job.
This guide covers the practical side: what makes 304 behave the way it does, how to select the right tooling, how to dial in cutting parameters, and which operation-specific techniques protect tool life and surface integrity across the regulated industries where this material shows up most.
Key Takeaways:
- 304 SS has a machinability index of 0.52 versus a free-machining reference of 1.0 — plan accordingly
- Work hardening and heat buildup at the cutting edge drive most tool failures in 304
- Sharp, coated carbide tooling with positive rake geometry is required for consistent production results
- Maintain consistent feed rates — tool dwell triggers surface hardening that compounds wear
- High-pressure coolant (70–80 bar) is essential, not optional
- Post-machining passivation per ASTM A967 restores corrosion resistance for regulated applications
Key Properties That Make 304 Stainless Steel Hard to Machine
The Austenitic Microstructure
304 is an 18-8 austenitic alloy: 18–20% chromium, 8–10.5% nickel, ≤0.08% carbon. Austenitic grades have a face-centered cubic crystal structure that gives them high ductility and toughness.
Unlike ferritic or martensitic stainless steels, 304 can't be hardened by heat treatment — only by cold working. That matters at the cutting zone: every tool pass is essentially a cold-working event.
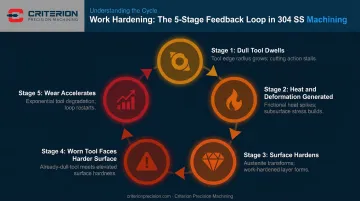
Work Hardening — The Core Problem
304's strain-hardening behavior is its most punishing characteristic. Research documents a Swift hardening model n-value of 0.410375 for AISI 304 — a high coefficient that means the material's surface hardens significantly under cutting forces. The cycle reinforces itself quickly:
- A dull tool dwells in the cut instead of shearing cleanly
- Dwelling generates heat and mechanical deformation
- The surface hardens further
- The already-worn tool now faces a harder workpiece
- Wear accelerates
The British Stainless Steel Association (BSSA) reports a machinability index of 0.52 for grade 304 against a free-machining low-alloy reference of 1.0 — confirming that 304 machines at roughly half the ease of a free-machining steel.
Heat Retention at the Cutting Zone
304's low thermal conductivity concentrates heat at the tool-workpiece interface rather than dissipating it through the workpiece. The contrast with carbon steel is stark:
| Material | Thermal Conductivity | Relative Difference |
|---|---|---|
| 304 Stainless Steel | 16.2 W/m·K (0–100°C) | Baseline |
| AISI 1018 Carbon Steel | 51.9 W/m·K | ~3.2× higher |
The result is built-up edge (BUE) — adhesive pressure welding of workpiece material onto the insert face. Once BUE forms, it changes the effective cutting geometry, generates more heat, and eventually breaks away, pulling insert material with it.
Chip Morphology
304's high ductility produces long, continuous chips. In turning and drilling, these can wrap around the workpiece, re-cut the surface, and break tools. Chip control is a prerequisite for dimensional consistency, not an afterthought.
304 vs. 304L
304L caps carbon at ≤0.03% versus ≤0.08% for standard 304. The lower carbon helps prevent carbide precipitation in welded heat-affected zones, but has minimal impact on machinability. For machining purposes, the two grades can be treated the same way.
Choosing the Right Cutting Tools for 304 Stainless Steel
Carbide Over HSS
High-speed steel tools can handle low-volume or hobby-grade 304 work at reduced speeds, but lack the hardness retention and heat resistance needed for production environments. For any meaningful run on 304 SS, coated carbide is the baseline, not the upgrade.
Coating Selection
Two PVD coatings dominate 304 SS work:
| Coating | Hardness | Oxidation Temp | Friction Coefficient | Best Use |
|---|---|---|---|---|
| TiCN | 3000 HV | 400°C | 0.45 | Lower-temperature cutting, reduced friction priority |
| TiAlN | 2800 HV | 800°C | 0.50 | Higher cutting temperatures, oxidation resistance |
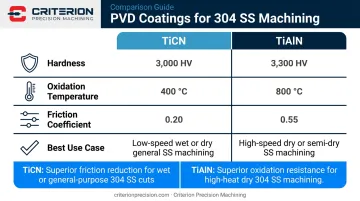
TiAlN holds up better at the elevated temperatures generated when machining 304. TiCN's lower friction coefficient makes it effective where built-up edge (BUE) is the primary concern and cutting temperatures are more controlled. Uncoated carbide should be avoided in production — BUE formation is too aggressive without a friction-reducing surface layer.
Cutting Geometry
Sharp, positive rake geometry is the correct choice for austenitic stainless. A positive rake angle reduces cutting forces and shears material rather than plowing through it, which limits the mechanical deformation that triggers work hardening. Adequate relief angles minimize rubbing contact between the tool flank and the workpiece.
Dull or rounded cutting edges are especially damaging on 304. They dwell instead of cut, generating the exact heat and mechanical stress that accelerates hardening.
Flute Count and Helix Angle for Milling
- Roughing: 4–5 flutes
- Slotting: 4 flutes (better chip clearance in the slot)
- Finishing: 5+ flutes, helix angle above 40° for improved chip evacuation and surface finish
Variable-pitch end mills dampen vibration through irregular flute spacing — a practical advantage on longer-reach operations or thin-wall 304 features.
Tool Change Discipline
Running tools to failure on 304 means scrapped parts and a work-hardened surface the next tool has to fight through. Proactive tool changes based on cutting time or part count — not on visible breakage — protect both tool life and surface integrity.
Optimizing Cutting Parameters: Speeds, Feeds, and Depth of Cut
Cutting Speed
The BSSA reference envelopes for carbide tooling on austenitic 304 stainless are:
- Turning (coated carbide): 75–750 m/min
- End milling (carbide): 50–150 m/min
- Face milling (carbide): 50–300 m/min
These are starting envelopes, not optimized parameters. The lower end of each range applies to difficult setups, interrupted cuts, or less rigid workholding. The upper end requires rigid setups, sharp tooling, and effective coolant.
Cutting too slow lets the tool rub rather than cut, hardening the surface. Cutting too fast generates excessive heat that collapses the cutting edge. Either way, the result is premature wear and surface damage.
Feed Rate Strategy
Maintaining a consistent, positive feed rate is one of the most important parameters to control on 304 SS. Backing off the feed causes rubbing on an already work-hardened layer. Spring passes — where the tool traverses at minimal or zero feed — should be avoided entirely.
If radial depth of cut is reduced in milling, compensate by increasing feed per tooth to maintain adequate chip thickness. Under-loading the tool is as damaging as overloading it.
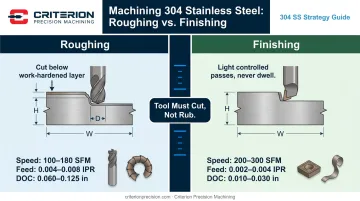
Depth of Cut
- Roughing: Take deeper cuts to remove material before the hardened layer can develop. This gets the cutting edge below any previously work-hardened zone.
- Finishing: Use light, controlled passes with consistent feed — never dwell or pause mid-cut.
The tool must cut, not rub. Chip load that's too light is one of the most common causes of accelerated work hardening in 304 SS production.
Operation-Specific Techniques
Turning 304 Stainless Steel
Rigid workholding and minimal tool overhang matter more on 304 than on softer materials because vibration causes tool dwell, and dwell causes hardening. Key turning practices:
- Use chip-breaker insert geometries to prevent long chips from wrapping around the workpiece
- Maintain positive rake inserts and consistent feed without interruptions mid-cut
- Avoid stopping the feed with the tool in contact with the workpiece
High-pressure coolant directed into the cutting zone outperforms flood cooling significantly. Sandvik Coromant's tooling guidance specifies standard high-pressure capability at 70–80 bar (1,015–1,160 psi), with 80 bar generally sufficient for chip breaking in most turning applications. More demanding conditions may require up to 150 bar (2,176 psi).
Targeted high-pressure delivery reduces built-up edge (BUE), lowers cutting zone temperature, and extends tool life measurably.
Once heat management is addressed, insert geometry becomes the next lever for surface quality. Wiper inserts are worth specifying for finish-critical applications : they can produce twice the surface quality at the same feed rate, or maintain equivalent finish at double the feed.
Milling 304 Stainless Steel
Climb milling is the correct default for 304 SS. It starts at maximum chip thickness and decreases through the cut, sending heat into the chip rather than the workpiece. Conventional milling does the opposite : it starts at zero chip thickness, rubs first, and diffuses heat into the part, promoting surface hardening.
For thin-walled or low-mass 304 SS components, rigid clamping is critical. These parts are prone to chatter and thermal distortion, which both compromise dimensional accuracy.
High Efficiency Milling (HEM) (trochoidal toolpaths with high axial depth and reduced radial engagement) distributes heat and cutting force over a longer section of the flute. Sandvik's recommended parameters for trochoidal engagement:
- Radial depth of cut: ≤20% of cutter diameter
- Radial pitch: ≤10% of cutter diameter
This approach extends tool life and reduces the work-hardening risk associated with high radial engagement.
Drilling and Threading 304 Stainless Steel
Drilling: 304's ductility makes chip packing the primary failure mode : chips pack in the flute, the drill can't evacuate them, and it breaks. Effective drilling practices include:
- Solid carbide or cobalt-alloy drills with through-coolant capability
- Peck drilling cycles to break chips and allow coolant access; withdraw each peck by approximately one tool diameter to clear chips
- Carbide drill point geometry of 135–140° for stainless steel applications
- Coolant pressure around 70 bar for stainless drilling
Threading: 304's work-hardening tendency makes tapping in blind holes particularly prone to tap breakage.
Thread-forming (roll) taps are preferred over cutting taps where the application allows. They displace material rather than cutting it, eliminating chips entirely and reducing the work-hardening risk. For cutting taps, use sulfur-based EP cutting oil or tapping paste and run conservative spindle speeds.

Coolant Strategy and Chip Management
What Coolant Actually Does in 304 SS Machining
Dry machining 304 SS isn't a viable option. Coolant serves three functions that each directly address 304's specific failure mechanisms:
- Reduces heat concentration at the tool-workpiece interface, limiting built-up edge (BUE) formation
- Lowers friction at the cutting zone, reducing adhesive chip welding
- Flushes chips out of the cut before they re-enter and re-machine the surface
Coolant Type by Operation
- General turning and milling: Emulsion coolants at 5–10% concentration
- High-pressure turning and deep-hole drilling: High-pressure delivery at 70–80 bar, with up to 150 bar for hard-to-break chip geometries
- Thread forming: Chlorine-free cutting oils at 12% oil concentration; sulfur-based EP fluids for cut tapping
Chip Management as a Discipline
Chips that re-enter the cut create a micro-work-hardened layer that affects dimensional accuracy and can trigger tool failure. Chip-breaker insert geometries, peck drilling cycles, and high-pressure coolant work together to keep chips out of the cutting zone.
For precision components — surgical instrument blanks, aerospace sensor housings, defense hardware — chip management directly affects whether the final part holds tolerance.
Surface Finish, Tolerances, and Quality Verification
Achieving Tight Surface Finish
The primary levers for surface finish in 304 SS turning are feed rate, insert selection, and coolant delivery. Wiper inserts can produce twice the surface quality at the same feed versus standard inserts — a meaningful advantage when surface finish is specified. Reducing feed rate improves Ra, but requires maintaining sufficient chip load to avoid rubbing.
Grinding can achieve finer finishes than turning or milling for 304 SS components where Ra specifications are demanding, but proper coolant management during grinding is critical to prevent surface burning.
Passivation After Machining
Machining 304 SS introduces free iron contamination from cutting tools and disturbs the chromium oxide passive layer that provides corrosion resistance. Per Carpenter Technology's guidance on stainless passivation, this free iron must be removed to restore corrosion protection.
Passivation per ASTM A967 (cited by BSSA) covers both nitric and citric acid treatments:
- Nitric acid passivation: Long-established method, effective across most 304 applications
- Citric acid passivation: Preferred for food-grade and some medical applications due to lower environmental impact
For medical device and food-contact components machined from 304 SS, passivation isn't optional — it's a compliance requirement.
Quality Verification for Mission-Critical Components
For 304 SS components in aerospace, medical, and defense applications, dimensional verification requires more than a caliper check at the end of a run. Criterion Precision Machining holds ISO 9001:2015 and ISO 13485:2016 certifications and builds inspection into the manufacturing process at every stage.
The inspection sequence for regulated 304 SS components includes:
- Incoming material verification — confirms material cert and heat lot traceability before machining begins
- First Article Inspection (FAI) — validates setup before full production runs
- In-process inspection at the machine — catches deviations before they become scrap
- Final inspection before shipment — full documentation package included
Inspection equipment includes:
- Global Advantage CMM with PC-DMIS software — complex geometry measurement
- OASIS Optical Automatic Smart Inspection System — multi-dimension simultaneous measurement
- Keyence measuring systems — up to 99 dimensions on 100 parts simultaneously
Criterion provides Certificates of Conformance, FAIRs, and material traceability documentation for all regulated industry customers.
Frequently Asked Questions
What is the machinability of 304 stainless steel?
The BSSA reports a machinability index of 0.52 for grade 304 against a free-machining low-alloy reference of 1.0. That rating reflects its tendency to work harden rapidly, concentrate heat at the cutting zone, and produce long stringy chips , all of which accelerate tool wear compared to carbon steel.
Which is easier to machine, 303 or 304?
303 is significantly easier. Sulfur additions (≥0.15%) break chips and reduce friction, but the trade-off is lower corrosion resistance and weldability. Sulfide inclusions can initiate pitting and complicate welding, so 304 remains the correct choice for hygiene-critical or welded assemblies.
How do you prevent work hardening when machining 304 stainless steel?
Maintain a consistent, positive feed rate to eliminate tool dwell. Use sharp carbide tooling and replace it proactively. Apply high-pressure coolant directly into the cutting zone. For roughing, take cuts deep enough to get below any previously hardened surface layer rather than skimming over it.
What cutting speed is recommended for 304 stainless steel?
BSSA reference envelopes for coated carbide: turning at 75–750 m/min, end milling at 50–150 m/min, face milling at 50–300 m/min. These are starting ranges — actual parameters depend on tooling, rigidity, and setup; start conservatively and adjust based on chip color and tool wear patterns.
Is 304 or 316 stainless steel harder to machine?
316 is harder. It contains 2.0–3.0% molybdenum and higher nickel (10.0–14.0% vs. 8.0–11.0% for 304), both of which increase toughness and work-hardening tendency. Machinists should expect lower cutting speeds and more frequent tool changes with 316 compared to 304 across equivalent operations.
Can 304 stainless steel be hardened by heat treatment?
No. As an austenitic alloy, 304 cannot be hardened by quenching or conventional heat treatment. Hardness can only be increased through cold working, such as rolling or drawing. Stress relief annealing is sometimes used after machining to reduce residual stresses in precision components, but it does not increase hardness.


