
The stakes are higher than most engineers realize. The chemical difference between these two grades — primarily the addition of molybdenum in 316 — creates real, measurable consequences on the shop floor. It affects cutting behavior, tooling cost, cycle time, and whether the finished part will survive its intended environment.
This guide covers what actually matters from a machining perspective: how the grades differ in practice, where each one belongs, and how to make the right call before the first chip is cut.
Key Takeaways
- 304 machines more freely than 316 and costs less per pound — the right choice for general-purpose, food-grade, and non-chloride applications
- 316 adds 2–3% molybdenum, improving chloride and pitting resistance significantly but increasing machining difficulty
- 316L (low-carbon 316) is required for implantable medical devices per ASTM F138 and is the hardest of the three grades to machine
- Both grades work-harden; managing feed rate, tool engagement, and heat is non-negotiable for either
- Grade selection must account for operating environment, production volume, regulatory requirements, and total cost of ownership
304 vs. 316 Stainless Steel: Quick Comparison
These four factors determine which grade makes sense for your application — and where the real cost differences emerge.
Machinability
According to thyssenkrupp Materials' machining data, both 304 and 316 carry a machinability index of 45% relative to B1112 free-machining screw stock (rated at 100%). On paper, the ratings are identical.
In practice, machinists consistently find 316 more demanding — the molybdenum content increases cutting forces and accelerates tool wear even when the published index doesn't reflect it. 303 stainless, by comparison, rates at 70% on the same scale, making it significantly easier to cut when corrosion resistance requirements permit.
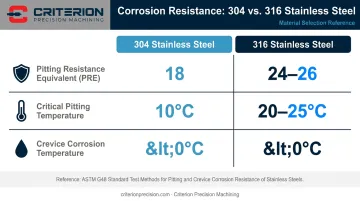
Corrosion Resistance
The corrosion performance difference is measurable, and the data is clear.
| Metric | 304 / 304L | 316 / 316L |
|---|---|---|
| Pitting Resistance Equivalent (PRE) | 18 | 24–26 |
| Critical Pitting Temperature (ASTM G48 Method E) | 10°C | 20–25°C |
| Crevice Corrosion Temperature (ASTM G48 Method F) | <0°C | <0°C |
Data from the Outokumpu Handbook of Stainless Steel. The PRE formula accounts for chromium, molybdenum, and nitrogen — and 316's molybdenum addition is what drives the advantage in chloride environments. Note that neither grade eliminates crevice corrosion risk; design out crevices where possible regardless of grade.
Relative Cost (Material + Machining)
Raw material pricing from Ryerson's market intelligence shows 316 carrying a higher base price movement ($0.20–$0.21/lb increase) compared to 304 ($0.14–$0.15/lb increase). The molybdenum content is the primary driver of that premium.
Machining costs compound the difference. 316's higher cutting forces and faster tool wear drive more frequent tool changes and longer cycle times on production runs. Those costs don't appear in the material price, but they accumulate quickly at volume.
Typical Industry Applications
| Grade | Common Applications |
|---|---|
| 304 | Food processing equipment, architectural fixtures, general industrial components, heat exchangers, non-chloride medical instrument housings |
| 316 | Marine hardware, chemical processing, pharmaceutical manufacturing, medical implants (316L), any chloride or saltwater-exposed application |
Understanding 304 and 316 Stainless Steel
What Is 304 Stainless Steel?
304 is the "18-8" grade — roughly 18% chromium and 8% nickel, with no intentional molybdenum addition. It's the most widely used austenitic stainless steel in the world, and for good reason: it's formable, weldable, cost-effective, and resistant enough for the majority of non-aggressive environments.
From a machining standpoint, 304 work-hardens relatively quickly on initial contact. Interrupted cuts or tool dwell create a hardened surface layer that significantly accelerates wear on the next pass. The solution is straightforward: maintain consistent feed rates, use sharp carbide tooling with positive rake angles, and keep the tool engaged rather than letting it rub.
Where 304 is the right call:
- Food processing equipment and commercial kitchen fixtures
- Architectural components not exposed to saltwater or de-icing salts
- General industrial parts in non-corrosive environments
- Heat exchangers in clean-water applications
- Non-implantable surgical instrument housings
What Is 316 Stainless Steel?
316 adds 2–3% molybdenum to a base of 16–18% chromium and 10–14% nickel. That molybdenum makes a meaningful difference: it forms stable complexes with chloride ions, dramatically improving resistance to pitting corrosion in marine, chemical, and biological environments.
The machining tradeoff is real. The same molybdenum that improves corrosion performance increases the alloy's strength and abrasiveness at the cutting edge. Expect higher cutting forces, faster tool wear, and the need to reduce speeds relative to 304 — typically in the range of 10–20% depending on the operation and tooling.
Where 316 is required:
- Marine hardware and offshore equipment
- Chemical processing vessels and fittings
- Pharmaceutical manufacturing equipment
- Any application with sustained chloride, acidic, or biological fluid exposure
What Is 316L Stainless Steel?
316L is the low-carbon variant of 316 (≤0.03% carbon vs. ≤0.08% for standard 316). Lower carbon reduces carbide precipitation at grain boundaries during welding, making it the standard choice for welded assemblies and implantable medical devices governed by ASTM F138 or ISO 5832-1:2024.
The machining tradeoff is significant. That lower carbon increases ductility, which means 316L is prone to built-up edge on cutting tools and poor chip control — making it the most challenging of the three grades to hold tight tolerances on.
Where 316L is required:
- Implantable medical devices and surgical instruments with patient contact
- Welded assemblies in pharmaceutical or biological fluid environments
- Any application requiring compliance with ASTM F138 or ISO 5832-1:2024
Machining 304 vs. 316: Key Differences That Matter
Work Hardening Behavior
Both grades are austenitic and prone to work hardening — but the mechanism differs between them.
304 hardens rapidly on the first point of contact. If the tool dwells, rubs, or loses engagement, a hardened layer forms quickly, and the next cut is working against that layer rather than the base material. The key: keep the tool moving, maintain feed rate, and avoid any situation where the cutting edge is in contact without cutting.
316 enters the cut at a higher baseline strength, so every pass demands more force from the start. It doesn't harden as abruptly as 304, but the sustained cutting pressure accelerates edge wear throughout the operation. Both grades punish tool dwell. The difference: 304 creates an acute work-hardening event, while 316 is a chronic high-load condition from the first cut.
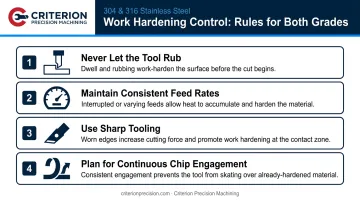
Practical rules for both grades:
- Never let the tool rub without cutting
- Maintain consistent feed rates — don't reduce feed to "play it safe"
- Use sharp tooling; a worn edge makes work hardening worse
- Plan toolpaths to maintain continuous chip engagement
Cutting Speed and Feed Parameters
Toolmaker data from Kennametal's speed and feed references shows stainless turning speeds in the range of 250–550 SFM depending on the operation, insert geometry, and coating. The key is that these tables group austenitic stainless grades together. The practical adjustment between 304 and 316 comes from monitoring tool wear and adjusting from there, not from applying a blanket speed reduction.
For slotting operations specifically, Kennametal recommends reducing speed by 20% as a starting point — applicable to both grades.
Sandvik Coromant's guidance for austenitic stainless emphasizes sharp edges, positive rake geometry, and thin-coated grades to reduce the smearing tendency these materials exhibit. These recommendations apply to both 304 and 316, though 316 benefits more from premium geometries.
Tooling Requirements
For both grades, coated carbide is the baseline recommendation. Key considerations:
- Coating: TiAlN PVD-coated grades (confirmed by Iscar's grade documentation for austenitic stainless) handle the heat and abrasion these materials generate. Sandvik's GC2025 is identified as a first-choice stainless turning grade.
- Geometry: Positive rake angles with adequate relief reduce cutting forces and minimize the rubbing that triggers work hardening. Iscar's R3M chipformer is specifically designed for rough machining stainless including 316L.
- Tool life: Expect shorter tool life on 316 than 304 for comparable operations. On production runs, this directly increases cost-per-part, so build it into the quote before the job starts.
Coolant and Heat Management
Both 304 and 316 have nearly identical thermal conductivity: 304 at 16.2 W/m·K and 316 at 16.3 W/m·K (MatWeb data). That's low, which means heat generated at the cutting edge stays there rather than dissipating through the workpiece.
316 compounds this problem. Higher baseline cutting forces generate more heat, and with the same limited dissipation rate as 304, that heat concentrates at the tool tip. The result: accelerated wear and thermal growth in the workpiece that throws dimensions off. On tight-tolerance work, that growth isn't recoverable without a finishing strategy that accounts for it.
Key coolant pressure thresholds for precision stainless work:
Sandvik's coolant guidance puts high-precision coolant benefits starting at 30 bar (435 psi), with production systems commonly running at 70–80 bar. High-pressure directed coolant isn't optional on precision 316 work. It's the difference between holding the dimension and chasing it across an entire run.
Achieving Tight Tolerances
For components in aerospace, medical, or defense applications, holding tolerances in the ±0.0002" range on 316L requires more than good tooling. The work-hardening and heat behavior of austenitic stainless grades demand a disciplined machining strategy:
- Allow thermal stabilization between roughing and finishing passes
- Use rigid workholding — any deflection under the elevated cutting forces of 316 shows up as a tolerance violation
- Implement in-process gauging rather than waiting for final inspection to catch drift
- Use CMM verification at critical stages, not just at the end of the run
At Criterion, we routinely hold ±0.0002" tolerances on stainless components across Swiss turning, CNC turning, and 5-axis milling. Our quality infrastructure — including a Global Advantage CMM with PC-DMIS software and the Keyence IM-6225 Image Dimension Measurement System — supports the in-process verification that tight-tolerance 316L work demands.

Surface Finish Considerations
Achievable surface finish on both grades depends heavily on the operation, tooling, and parameters. A 2024 ScienceDirect study reported AISI 316 Ra values around 0.614 micrometers under specified test conditions — but surface finish is process-specific, not grade-specific, and varies significantly with feed rate, nose radius, and tool condition.
For medical device applications, electropolishing per ASTM B912 is the standard post-machining step for 316L components. It removes free iron and surface material, restores passive corrosion resistance disrupted by machining, and achieves a mirror-smooth surface that resists bacterial adhesion. For any instrument with patient contact, those properties aren't optional.
Which Grade Should You Choose — and When?
Decision Framework
Three factors should drive the selection:
- Operating environment — Is chloride, acid, or biological fluid exposure a design factor?
- Machining cost and volume — Does the higher tooling cost and longer cycle time of 316 fit the production economics?
- Regulatory requirements — Does the application require biocompatibility certification, ASTM F138 compliance, or similar?
Choose 304 When...
- The component won't contact chlorides, saltwater, or aggressive chemicals
- Production volume makes machining cost a meaningful driver
- The application is architectural, food-grade, or general industrial
- The slightly higher machinability of 304 translates to real cycle-time savings at scale
Choose 316 (or 316L) When...
- The part will contact saltwater, chlorinated fluids, body fluids, or aggressive chemicals
- The application is marine, offshore, pharmaceutical, or chemical processing
- The component requires biocompatibility for patient contact or implantation
- The design is governed by ASTM F138 or ISO 5832-1:2024 for surgical implants (use 316L specifically)
- The part will be welded in a corrosive environment (316L reduces carbide precipitation risk)
Real-World Cost-Benefit
The higher upfront cost of 316 — in both material and machining — looks different when you factor in service life. For applications in chloride-heavy environments, water industry guidance explicitly recommends 316 types where maximum service life and appearance are required in marine or chloride-bearing atmospheres.
That recommendation has a technical foundation: 316/316L carries a pitting resistance equivalent (PRE) of 24–26 versus 304's 18. In chloride-bearing service, that gap is the difference between a part that pits within months and one that runs its full design life. Replacing components in offshore or chemical environments costs far more than the machining premium on 316.
Working With a Certified Machining Partner
For engineers specifying components in medical device, aerospace, or defense applications, grade selection is only half the equation. A 316L implant component machined without proper work-hardening controls will have scrapped dimensions. A food-grade 304 part produced without proper passivation will fail earlier than it should.
Criterion Precision Machining brings the certifications and process controls regulated industries require:
- ISO 13485 and ISO 9001 certified — quality systems built for medical device and precision manufacturing
- FDA and ITAR registered — required for medical and defense components
- Tolerances to ±0.0002" — with in-house CMM inspection and full traceability
- Founded in 1953 — over 70 years machining stainless steel for mission-critical applications
From material selection through passivation and final inspection, Criterion's engineering team works alongside customers to get the specification right before the first chip is cut.
Ready to discuss your stainless steel machining requirements? Request a quote or reach the team directly at office@criteriontool.com.
Conclusion
304 and 316 are both high-performance materials. Neither is universally better. The right choice comes down to where the part will live: 304 for general-purpose applications where chloride exposure isn't a factor; 316 or 316L where corrosion resistance, biocompatibility, or regulatory compliance drives the specification.
For manufacturers in regulated industries, grade selection and machining strategy are inseparable decisions. Choosing 316L for its biocompatibility while ignoring its work-hardening behavior leads to scrapped parts and missed delivery windows. At Criterion, both decisions get resolved before the first chip falls — because in medical device and aerospace work, catching a grade mismatch on the shop floor is already too late.
Frequently Asked Questions
Is 316 stainless easier to machine than 304?
No — 304 is generally easier to machine. Both grades carry the same published machinability index (45%), but 316's molybdenum content increases cutting forces and accelerates tool wear in practice, making it more demanding on tooling and cycle time than 304.
What is the easiest stainless steel to machine?
303 stainless steel is the easiest to machine, with a machinability index of 70%, significantly higher than either 304 or 316. Sulfur additions improve chip breaking and reduce cutting resistance. The tradeoff is lower corrosion resistance, which makes 303 unsuitable for food-grade, harsh-environment, or medical applications.
What is the difference between 316 and 316L for machining?
316L has lower carbon content (≤0.03% vs. ≤0.08%), which reduces carbide precipitation during welding and improves biocompatibility for implant applications. That lower carbon also increases ductility, making 316L slightly harder to machine cleanly than standard 316. For implantable devices, 316L is the required grade per ASTM F138.
How does work hardening affect 304 vs. 316 machining?
304 hardens rapidly on initial contact, requiring continuous cutting engagement to stay ahead of the hardened layer. 316 enters the cut at a higher baseline strength, meaning every pass is more demanding throughout, not just at first contact. Both grades require sharp tooling, consistent feed rates, and zero tool dwell.
Can both 304 and 316 stainless steel be used in medical devices?
316L is the standard for implantable and patient-contact medical devices, meeting ASTM F138 and ISO 5832-1:2024 biocompatibility requirements. 304 is acceptable for non-implantable surgical instrument housings and medical equipment structures, but is not appropriate for implants or direct body-fluid contact applications.
What tooling works best for machining 316 stainless steel?
TiAlN PVD-coated carbide tools with positive rake angles and adequate relief are the established choice for austenitic stainless steel. Sharp edges and smear-reducing geometries (such as Iscar's R3M chipformer for rough passes) extend tool life on 316. Pair with high-pressure directed coolant; without it, heat concentration at the cutting edge shortens tool life and causes dimensional drift.


