Introduction
Material selection in aerospace, medical device, defense, and photonics isn't an exercise in preference — it's an engineering decision with real consequences. Choose the wrong metal for a spinal cage or an airframe bracket, and you're looking at costly rework, regulatory setbacks, or worse.
Titanium and stainless steel are the two most common precision-machined metals in these sectors, and the comparison runs deeper than most spec sheets capture. Each material behaves differently across the dimensions that matter most for regulated, tight-tolerance work:
- Machinability and tooling demands
- Thermal behavior during cutting
- Corrosion performance in service environments
- Biocompatibility requirements
- Total part cost at volume
What follows is a practical breakdown for engineers and procurement managers: a side-by-side property comparison, individual deep dives into each material, situational selection guidance, and a real-world scenario grounded in medical device manufacturing.
Key Takeaways
- Ti-6Al-4V offers ~45% lower density than stainless steel with superior corrosion resistance — ideal for weight-critical and biologically sensitive applications
- Stainless steel is significantly easier and cheaper to machine; grades 304, 316, and 17-4 PH cover most engineering scenarios
- Titanium's thermal conductivity of just 6.7 W/m·K concentrates cutting heat at the tool edge, accelerating wear and increasing cycle time
- 17-4 PH stainless (190 ksi UTS at H900) can bridge the gap when high strength is needed but titanium's cost is difficult to justify
- In mission-critical industries, total cost of ownership extends well beyond raw material price: scrap exposure, rework, and compliance risk all factor into the equation
Titanium vs. Stainless Steel: Quick Comparison
Here's how the two metals compare across the factors that matter most in precision machining.
Cost
Titanium carries a significantly higher raw material cost than stainless steel. Distributor pricing for Ti-6Al-4V round bar illustrates the gap: a 1.375" × 6" Grade 5 bar lists at $237.48 versus a ½" × 12" 304 stainless bar at $6.55 on the same platform. Machining compounds the cost further — slower cutting speeds, shorter tool life, and tighter process requirements all extend cycle time and labor.
Stainless steel offers lower material cost across all common grades and supports faster machine cycles, making it the default choice for budget-constrained production.
Machinability
| Factor | Titanium (Ti-6Al-4V) | Stainless Steel (304/316) |
|---|---|---|
| Thermal conductivity | 6.7 W/m·K | 16.2 W/m·K at 100°C |
| Cutting speed (milling) | 43–75 m/min | 95–135 m/min |
| Tool wear rate | High — heat concentrates at cutting edge | Moderate — heat disperses through workpiece |
| Process window | Narrow; sensitive to parameter drift | Wider; more forgiving in most shop environments |
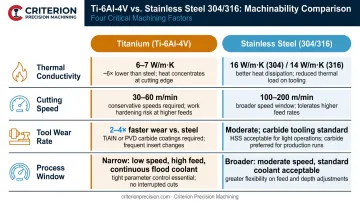
Titanium's low thermal conductivity means heat stays at the tool rather than dissipating through the chip or workpiece. Stainless steel grades like 303 are free-machining by design; 304 and 316 can work-harden if feed rates aren't managed, but remain more predictable than titanium.
Strength-to-Weight and Corrosion Resistance
Strength-to-weight: Ti-6Al-4V delivers a calculated specific strength of 214 MPa per g/cm³ (950 MPa UTS ÷ 4.43 g/cm³). SS 17-4 PH at H900 reaches 168 MPa per g/cm³ (1,310 MPa ÷ 7.78 g/cm³). Impressive in absolute terms, but titanium's advantage becomes decisive when weight savings translate directly to system performance.
Corrosion resistance: Titanium forms a stable, self-healing oxide film that resists seawater, chlorides, and most industrial acids without coatings, including at temperatures up to 500°F in seawater service. Stainless steel grades vary significantly in their seawater performance:
- Titanium — resists crevice corrosion, pitting, and chloride attack without surface coatings
- SS 316 — solid chloride resistance via molybdenum addition, but susceptible to crevice and pitting corrosion in seawater
- SS 304 / 303 — unsuitable for seawater service
What Is Titanium?
Titanium is a naturally occurring, low-density, high-strength metal. In precision machining, Ti-6Al-4V (Grade 5) is by far the most widely used alloy — its balance of strength, fatigue resistance, and corrosion performance makes it the material of choice for aerospace structural components, permanent medical implants, and defense hardware.
Why Engineers Specify It
The practical benefits are concrete:
- ~45% lower density than stainless (4.43 g/cm³ vs. ~8.0 g/cm³) reduces component weight without sacrificing structural integrity
- Osseointegration capability and absence of nickel make it the preferred material for permanent implants
- Superior corrosion resistance eliminates coating dependencies in harsh or biological environments
- Non-magnetic properties matter in photonics and certain defense applications where field interference is a concern
A 2023 NIH review found titanium dental implants demonstrate 10-year survival rates exceeding 95%, with successful orthopedic joint replacement outcomes spanning 30 years or more — performance data that puts the "expensive" material label in perspective.
The Machining Challenge
Titanium's core machining difficulty comes down to heat. Approximately 80% of generated cutting heat transfers into the cutting tool rather than dispersing through the chip or workpiece. The practical effect: rapid tool wear, tendency to work-harden at the cut surface, and narrow process windows that punish parameter drift.
A 2022 Quaker Houghton aerospace case study illustrates the stakes — tool life on a titanium component improved from 20 minutes to 50 minutes with optimized coolant strategy, cutting cycle time from 3.75 hours to 2.25 hours and reducing annual tooling costs by 76%. Coolant strategy alone can determine whether a titanium program is profitable.
ISCAR's 2019 titanium machining guide places recommended milling speeds for Ti-6Al-4V at 43–65 m/min for standard carbide tooling, reaching 75 m/min in high-speed trochoidal strategies — well below the 95–135 m/min typical for stainless steel grades.
Titanium Variants Worth Knowing
- Ti-6Al-4V (Grade 5): General aerospace, defense, and structural applications
- Ti-6Al-4V ELI (Grade 23): Tighter interstitial controls per ASTM F136 — the implant-specific variant for permanent body contact
- CP Ti Grades 1–4: Greater formability, lower strength; suited for less demanding applications
Where Titanium Dominates
- Aerospace: Structural airframe brackets, fasteners, and engine hardware where weight savings compound across assemblies
- Medical device: Bone screws, hip stems, spinal cages, dental implants — components governed by ISO 5832-3
- Photonics: Fixtures and housings requiring dimensional stability, non-magnetic properties, and corrosion resistance
- Defense: Structural and load-bearing hardware where strength-to-weight drives system performance

Hitting tight tolerances in titanium requires more than material knowledge. It demands rigid fixturing, high-pressure coolant, precise toolpath strategy, and CMM-verified inspection at multiple production stages. Criterion Precision Machining has executed this across Swiss turning and 5-axis CNC milling operations for medical device and aerospace customers since 1953, holding tolerances to ±.0002".
What Is Stainless Steel?
Stainless steel is an iron-chromium alloy with a minimum of ~10.5% chromium, which forms a passive oxide layer that resists corrosion. It's the most common precision-machined metal across industrial, medical, and defense applications. The grade range — from free-machining 303 to precipitation-hardened 17-4 PH — gives engineers real flexibility to dial in strength, corrosion resistance, and cost.
Why It's Often the Right Answer
- Higher thermal conductivity (16.2 W/m·K vs. titanium's 6.7 W/m·K) allows heat to spread during cutting, supporting faster speeds and longer tool life
- Wide grade range covers everything from free-machining 303 to precipitation-hardened 17-4 PH
- Lower raw material and machining costs make it viable at higher volumes and tighter budgets
- SS 316L is accepted for temporary implants and surgical instruments under ISO 5832-1
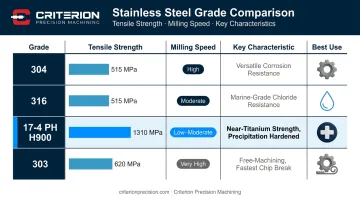
Grade-Specific Considerations
| Grade | Tensile Strength | Key Characteristic | Milling Speed |
|---|---|---|---|
| 304 | ~90 ksi (sheet) | General-purpose workhorse | 100–135 m/min |
| 316 | ~84 ksi | Molybdenum for chloride resistance; can work-harden | 95–125 m/min |
| 17-4 PH H900 | 190 ksi min | Near-titanium strength after heat treat | 90–120 m/min |
| 303 | ~75–85 ksi | Free-machining; not for seawater or implants | — |
When engineers default to titanium for high-strength needs, 17-4 PH H900 is worth a second look. It delivers 190 ksi minimum UTS at a fraction of titanium's machining cost — with a calculated specific strength of 168 MPa/g/cm³ versus titanium's 214. If weight isn't the constraint, the cost argument for 17-4 PH is hard to ignore.
Where Stainless Steel Excels
- Medical device: Surgical instruments, external fixators, laparoscopic components — 316L for temporary implant contact, 303 or 304 for instruments
- Photonics: Housings, sensor brackets, and optical mounts requiring tight tolerances without titanium's cost
- Defense: Optical housings, mechanical assemblies, and tactical hardware where budget efficiency matters
- Aerospace ground support: Industrial hardware where weight isn't a primary driver
Across these applications, stainless earns its place in the same scenario: medium-to-high volume production in moderate environments where extreme chloride or acid exposure isn't a factor and cost efficiency is the priority over minimum weight.
Titanium vs. Stainless Steel: Which Is Better for Your Application?
Neither material is universally superior. The right answer depends on a structured evaluation of your part's actual requirements.
The Decision Lens
Ask these five questions before specifying a material:
- Is the part weight-critical? If mass reduction directly improves system performance, titanium earns its cost premium
- What is the corrosion environment? Marine, chloride-rich, or aggressive chemical exposure pushes toward titanium
- Is biocompatibility required? Permanent body contact demands Ti-6Al-4V ELI; temporary contact or instruments can use 316L
- What are the tolerance and surface finish requirements? Both materials can hit ±.0002" — but titanium demands more rigorous process control to get there consistently
- What is the production volume and per-part cost ceiling? Higher volume and tighter budgets favor stainless
Situational Recommendations
| Application | Stronger Candidate | Rationale |
|---|---|---|
| Aerospace structural bracket | Titanium | Weight savings compound at system level |
| Permanent orthopedic implant | Titanium (Ti-6Al-4V ELI) | Osseointegration, no nickel leaching |
| Surgical instrument | Stainless 316L | Sterilization-compatible, cost-effective |
| High-volume industrial bracket | Stainless 304/316 | Cost and throughput advantage |
| High-strength defense fastener | Stainless 17-4 PH | Near-titanium strength at lower cost |
| Photonics housing (weight-sensitive) | Titanium | Non-magnetic, dimensionally stable |
| Photonics housing (budget-driven) | Stainless 316 | Adequate corrosion resistance, lower cost |

The Machining Cost Reality
In medical device and aerospace contexts, the true cost comparison extends beyond material price and cycle time. Every failed titanium part carries a higher scrap value, potential regulatory documentation impact, and rework exposure.
A well-controlled stainless process at tight tolerances can outperform a poorly executed titanium one. Process stability and machining expertise matter as much as material selection. Shops like Criterion Precision Machining — ISO 13485-certified with CMM-verified inspection built into the workflow — exist precisely for programs where that distinction has real consequences.
Real-World Application: Material Selection in Medical Device Manufacturing
Consider a scenario common in medical device manufacturing: selecting between Ti-6Al-4V ELI and SS 316L for a precision-machined surgical component where biocompatibility, dimensional stability, and surface finish are all critical.
The Decision Process
For a component intended for permanent implantation — a spinal cage, hip stem, or bone screw — the evaluation covers:
- Weight and ergonomics: Titanium's lower density reduces patient load and device profile
- Sterilization cycles: Both materials tolerate autoclave and EtO sterilization; titanium's oxide layer is more robust under repeated thermal cycling
- Biocompatibility standard: ISO 5832-3 governs Ti-6Al-4V for implants; ISO 5832-1 covers 316L for temporary contact only
- Nickel exposure: FDA and ECRI data documents elevated urinary nickel concentrations in patients with stainless dental appliances over 12–21 months — a real consideration for long-term implants
- Geometry and tolerance: Complex features with tight pockets may favor stainless where titanium's thermal behavior increases the risk of dimensional drift
For instruments — forceps, retractors, drill guides — SS 316L is typically the right answer. For implant-grade or load-bearing components with permanent body contact, titanium is non-negotiable.
The Lifecycle Cost Argument
The "more expensive" material often proves cost-effective over a full product lifecycle when failure costs are factored in. Titanium implants carry 30-year orthopedic track records, and dental implant survival rates exceed 95% at 10 years.
Revision surgery rates with inferior materials tell the rest of the story: a single revision procedure costs orders of magnitude more than the material cost differential at the component level. Choosing the right material the first time is the most cost-effective decision.
Criterion Precision Machining has been serving "No Failure" industries since 1953. The company holds ISO 13485 and ISO 9001 certifications, FDA and ITAR registration, and operates Swiss turning, 5-axis CNC milling, and multi-system CMM inspection in-house. For tight-tolerance titanium or stainless steel components, contact Criterion for a project consultation.
Conclusion
Neither titanium nor stainless steel wins outright. The right material is the one that matches the part's performance requirements, operating environment, production constraints, and total cost model — evaluated at the system level, not just by raw material price.
In industries where failure is not an option, material selection is only half the equation. The precision, process control, and quality verification behind the machining carry equal weight. Specifying the right alloy means little if the machining introduces dimensional variation, surface damage, or residual stress that compromises the part in service. In medical, aerospace, and defense applications, that gap between specification and execution is where failures originate — and where the choice of machining partner matters as much as the material datasheet.
Frequently Asked Questions
Is titanium easier to cut than stainless steel?
No. Titanium is harder to machine due to its low thermal conductivity (6.7 W/m·K), which concentrates cutting heat at the tool edge rather than dispersing it through the workpiece. This accelerates tool wear and requires slower cutting speeds. Stainless steel offers a wider, more forgiving process window for most shop environments.
Is titanium stronger than stainless steel?
It depends on the grade. Ti-6Al-4V reaches approximately 138 ksi UTS, well above SS 304 (~90 ksi) and SS 316 (~84 ksi), but below SS 17-4 PH H900 (190 ksi minimum). Titanium's key advantage is specific strength: more strength per unit of weight, not absolute tensile strength.
Which material is better for medical implants — titanium or stainless steel?
Titanium (Ti-6Al-4V ELI per ASTM F136 and ISO 5832-3) is the preferred choice for permanent implants due to biocompatibility, osseointegration, and absence of nickel. SS 316L (ISO 5832-1) is accepted for temporary implants and surgical instruments but is not recommended for long-term body contact due to potential nickel ion release.
Why does titanium cost more to machine than stainless steel?
Higher raw material cost, slower required cutting speeds, shorter tool life from heat concentration at the cutting edge, and greater setup sensitivity all compound to increase total machining cost. Titanium machining costs are consistently and meaningfully higher than equivalent stainless steel parts across nearly all geometries.
When should you choose stainless steel over titanium for precision components?
Stainless is the better choice when the part has no weight constraint, the environment is mild-to-moderate, production volume is medium-to-high, and per-part cost efficiency is a priority. SS 17-4 PH H900 is the right call when high tensile strength is required but titanium's cost is difficult to justify.
Can you achieve tight tolerances with both titanium and stainless steel?
Yes — both materials can be machined to ±.0002" with the right equipment, tooling strategy, and process control. Titanium's thermal behavior and tendency to work-harden make consistent tolerance hold more process-sensitive, requiring more rigorous in-process inspection than stainless steel.