This guide breaks down the cost comparison across five common materials, explains the four compounding cost drivers that make titanium expensive to machine, and identifies the specific conditions where the premium is an engineering investment rather than unnecessary spend. It also covers practical strategies for reducing titanium part costs without compromising function.
Key Takeaways
- Titanium costs more to machine than aluminum or steel — raw material price, slow cycle times, tool wear, and coolant demands all compound
- Machining time — not raw material — is often the larger cost variable
- The premium is justified when applications require high specific strength, inherent corrosion resistance, biocompatibility, or elevated-temperature performance
- Targeted DFM changes can meaningfully reduce titanium part costs before a job goes to quote
- In medical, aerospace, and defense applications, substituting a cheaper material to cut cost often introduces risk that far outweighs the savings
Titanium vs. Common Alternatives: At a Glance
The figures below are distributor-level benchmarks drawn from current market pricing. Final part costs vary by geometry, tolerance, quantity, and shop capability.
| Material | Approx. Raw Material Cost ($/lb) | Relative Machining Cycle Time | Relative Total Part Cost | Best-Fit Applications |
|---|---|---|---|---|
| Aluminum 6061-T6 | ~$11–14/lb | 1× (baseline) | Lowest | Structural frames, housings, brackets where weight matters |
| Steel 4140 | ~$5–8/lb | ~1.5–2× | Low–moderate | Gears, shafts, tooling, high-strength structural parts |
| Stainless Steel 304/316 | ~$64–70/lb (centerless-ground distributor stock) | ~3–4× | Moderate | Corrosion-resistant hardware, fluid systems, food equipment |
| PEEK | ~$110–138/lb | ~2–3× | Moderate–high | Medical implants, chemical-resistant components, radiolucent applications |
| Titanium Ti-6Al-4V (Grade 5) | ~$77–110/lb | ~5–10× | Highest | Aerospace structure, surgical implants, defense hardware, photonics mounts |
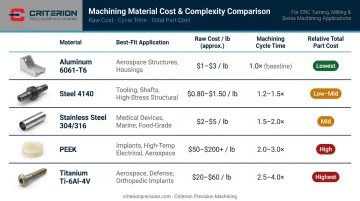
Sources: OnlineMetals distributor pricing; Curbell Plastics PEEK pricing. Stainless and titanium prices reflect centerless-ground and round bar distributor stock, not mill pricing.
Use this table to frame trade-offs at a glance. The sections below break down each material's cost drivers, machinability challenges, and where the numbers actually matter for your application.
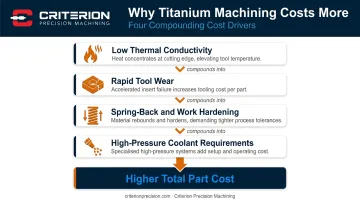
Why Is Titanium CNC Machining So Expensive?
Four cost drivers compound on each other. Understanding them separately makes it easier to see why the total gap is so large.
Thermal Conductivity: The Root Cause
Ti-6Al-4V has a thermal conductivity of just 6.7 W/m·K, compared to 167 W/m·K for aluminum 6061-T6. That 25× difference means cutting heat stays concentrated at the tool tip rather than dissipating through chips. To prevent tool failure, machinists must run far slower cutting speeds — Seco Tools documents carbide cutting speeds for titanium at 45–100 m/min, while aluminum 6061 can run 300–1,800 m/min under comparable conditions. Slower speeds translate directly into longer machine time per part, which is where the cost accumulates.
Rapid Tool Wear and Tooling Cost
Titanium's hardness and chemical reactivity at elevated temperatures accelerate carbide wear through two mechanisms:
- Crater wear — chemical attack at the tool face during high-temperature contact
- Notch wear — strain hardening at the cutting surface that erodes insert edges prematurely
Premium TiAlN-coated carbide inserts are required, and replacement intervals are far shorter than with aluminum or mild steel. Tooling becomes a meaningful per-part cost line item, not just a shop overhead number.
Spring-Back and Work Hardening
Titanium's relatively high strength-to-stiffness ratio causes the workpiece to deflect slightly under cutting forces and spring back when the tool passes. Combined with work hardening at the cutting surface (similar in character to stainless steel), this makes holding tight tolerances harder. Dull tooling accelerates the problem — which means constant process monitoring and proactive insert changes are non-negotiable.
High-Pressure Coolant Requirements
Managing heat at the tool tip requires high-pressure coolant systems. Sandvik Coromant documents standard high-pressure coolant capability at 70–80 bar (approximately 1,015–1,160 psi), and research published by Modern Machine Shop found that through-insert coolant delivery produced more than 2.5× better tool life than standard delivery at comparable speeds.
Not every shop has this equipment. That limits the qualified supplier pool and tends to push shop rates higher for titanium-capable facilities.
Scrap and Rework Risk
Unlike aluminum, where a failed cut is a minor setback, titanium parts that require rework or scrapping are expensive. Thin-wall distortion, chatter, and surface defects are harder to recover from in a material that cost $80–110/lb to begin with. The combination of material cost, machine time already invested, and tooling consumed makes scrap particularly costly. For aerospace, medical, and defense buyers where traceability requirements apply, a scrapped titanium part doesn't just cost money — it can push delivery schedules by days or weeks.
How Titanium Stacks Up Against Key Alternatives
The cost gap between titanium and alternatives depends on how each material's physical properties interact with the machining process. Each alternative has a different profile.
Titanium vs. Aluminum
Aluminum 6061-T6 is the natural cost baseline. It machines at high speeds, carries excellent machinability ratings, and costs a fraction of titanium as raw material. The total cost difference compounds across all four cost drivers: material, cycle time, tooling, and coolant infrastructure.
Key engineering trade-offs:
- Where aluminum falls short: Corrosion resistance degrades in aggressive environments (salt, chlorides, body fluids) without surface treatment; strength-to-weight ratio is lower than titanium at equivalent design loads; performance drops meaningfully at elevated temperatures
- Where titanium pays for itself: When reducing part weight has a direct system-level value — payload in aerospace, handling fatigue in surgical instruments — titanium can be made lighter than aluminum for the same structural performance
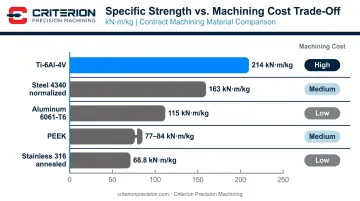
Ti-6Al-4V has a specific strength of approximately 214 kN·m/kg (UTS divided by density), versus 115 kN·m/kg for 6061-T6. For a structural component at its design load limit, that ratio difference translates directly into part weight. In aerospace, every kilogram saved in a structural bracket increases payload capacity; in surgical instruments, lighter components reduce surgeon fatigue over long procedures.
Titanium vs. Stainless Steel
Stainless steel is a harder comparison. It also machines slower than aluminum and has its own work-hardening tendency, so the machining cost gap between stainless and titanium is narrower than the aluminum gap. Titanium still carries higher raw material cost and slower cycle times.
The critical engineering distinction is weight. Stainless 316 annealed has a specific strength of approximately 68.8 kN·m/kg — roughly one-third of titanium's. For weight-constrained applications, that gap makes stainless a poor substitute regardless of its cost advantage.
Where titanium typically displaces stainless:
- Weight-critical structures where stainless's density penalty directly increases system mass
- Implantable medical devices where stainless ion release raises biocompatibility concerns
- Chemical processing components requiring corrosion resistance without the weight of stainless
The cost premium is justified when either the weight penalty or ion-release characteristics are unacceptable for the application.
Titanium vs. PEEK
PEEK (Polyether ether ketone) competes with titanium specifically in medical device and implant applications. Its competitive advantages are application-specific:
- Biocompatible and chemically resistant across a broad range of fluids
- Radiolucent: does not appear on X-rays, which is preferred for spinal and bone implants where post-operative imaging clarity matters
- Generally less expensive to machine than titanium
- Distributor pricing runs approximately $110–138/lb for standard round bar stock
The limitation is mechanical. PEEK has a tensile strength of roughly 100–110 MPa and a specific strength around 77–84 kN·m/kg — well below titanium's 950 MPa UTS and 214 kN·m/kg specific strength. For load-bearing implants, titanium is the established standard. Where load-bearing is less critical and radiolucency matters more, PEEK is often the preferred lower-cost path.
When Is the Titanium Cost Premium Justified?
Specific Strength Is the Governing Constraint
When reducing part weight delivers downstream system value, titanium's specific strength advantage changes the economics. Consider the numbers:
| Material | UTS | Density | Specific Strength |
|---|---|---|---|
| Ti-6Al-4V Grade 5 | 950 MPa | 4.43 g/cm³ | 214 kN·m/kg |
| 4340 Steel (normalized) | 1,282 MPa | 7.85 g/cm³ | 163 kN·m/kg |
| 316 Stainless (annealed) | 550 MPa | 8.00 g/cm³ | 68.8 kN·m/kg |
NASA identifies titanium as having the highest strength-to-density ratio among common aerospace metals, and notes that its high cost is primarily related to the metal's high reactivity — the same property that makes it expensive to machine and that simultaneously gives it strong corrosion resistance.
In aerospace and defense, the weight savings from titanium over steel directly translate into payload, range, or fuel efficiency — measurable system-level returns that dwarf the part cost premium.
Inherent Corrosion Resistance Without Surface Treatment
Titanium forms a stable, self-repairing TiO₂ oxide layer that provides strong resistance to saltwater, chlorides, acids, and body fluids — without coatings, passivation, or maintenance. In applications where coating integrity cannot be guaranteed or where coating failure carries consequences, this inherent property justifies the premium over aluminum or carbon steel:
- Internal body implants (coatings aren't an option)
- Subsea and marine aerospace structural joints
- Chemical processing equipment in oxidizing chloride environments
Biocompatibility for Medical and Implantable Applications
For surgical implants, bone screws, and long-term skin-contact components, Ti-6Al-4V ELI (Grade 23) is the established regulatory and clinical baseline — not simply a preferred option. ASTM F136 and ISO 5832-3:2021 define the chemical, mechanical, and metallurgical requirements for this alloy in surgical implant applications. FDA-cleared implant devices routinely specify Grade 23 compliance as a foundational material requirement.
The real cost comparison is not titanium vs. stainless. It is the cost of using titanium vs. the cost of selecting an alternative material and generating the clinical and regulatory validation data to support it from scratch. That validation effort can far exceed any machining cost premium. This is where Criterion Precision Machining's ISO 13485:2016 certification and FDA registration become operationally relevant: the traceability, documentation, and inspection infrastructure required for regulated medical device production are part of the manufacturing process, not add-ons.
Life-Cycle Cost Perspective
Purchase price is not the right comparison metric for mission-critical components. Consider a titanium fastener in a marine aerospace structural joint: it may cost three times more than a stainless equivalent at purchase. But if replacing that fastener once — access, labor, assembly downtime, system re-qualification — runs ten times the original cost delta, the economics reverse entirely.
Titanium parts that extend service life, eliminate coating maintenance cycles, or prevent costly assembly failures frequently deliver lower total cost of ownership. Evaluating the premium in isolation, outside of those downstream cost offsets, produces the wrong answer.
How to Reduce Titanium Machining Costs Without Sacrificing Quality
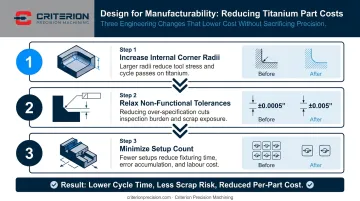
Three High-Impact DFM Changes
These three design changes reduce cost more in titanium than in any easier-cutting material. Because cycle times are already slow, each inefficiency compounds — more setups, tighter tolerances, and smaller tools all multiply machine time directly:
Increase internal corner radii — Larger radii allow bigger, more rigid end mills that cut faster and deflect less. Sharp internal corners require small-diameter tools running at very slow feeds in titanium, multiplying machine time significantly. Design to the largest radius that function permits.
Relax non-functional tolerances — Reserve tight tolerances (±0.0005" or tighter) for mating surfaces and critical-function features only. Relaxing tolerances on non-functional surfaces to ±0.005" or wider eliminates in-process measurement steps and reduces the risk of a borderline dimension triggering rework.
Minimize setup count — Each setup involves fixture changes, re-probing, and re-qualification time. In titanium, where machine time is expensive and scrap risk is high, a part that can be completed in two setups instead of four carries noticeably lower per-part cost. Design features to be accessible from fewer orientations.
Batch Size and Grade Selection
- Order in batches: Setup and programming costs are fixed — they amortize across every part in the run. A single titanium part carries the full setup burden. A batch of 25 spreads it across 25 parts, reducing per-part cost materially.
- Consider CP Grade 2: For applications that do not require Ti-6Al-4V's higher tensile strength, commercially pure Grade 2 titanium machines significantly faster — Makino's process data shows roughing speeds increasing from 50 m/min for Ti-6Al-4V to 145 m/min for Grade 2, a 2.9× improvement in material removal rate. Grade 2 also costs less per pound.
Supplier Selection Matters More Than Price
Not every CNC shop has genuine titanium capability. The requirements are specific: high-pressure coolant systems operating above 1,000 psi, titanium-appropriate tooling inventory, and machinists experienced with the process discipline that titanium demands.
Sending a titanium RFQ to a shop without verified capability typically produces one of three results:
- A rejected quote because the shop won't touch the material
- An inflated quote padded with excessive safety margins
- Poor quality outcomes and scrap rates that cost more than a capable shop would have charged in the first place
Partnering with a shop that holds relevant certifications — ISO 9001, ISO 13485 for medical applications, AS9100 for aerospace, ITAR registration for defense — and can document its titanium experience reduces scrap risk, rework, and missed delivery dates. Criterion Precision Machining holds ISO 13485:2016, ISO 9001:2015, AS9100, FDA registration, and ITAR registration, covering the compliance requirements for titanium parts across regulated industries.
Conclusion
Titanium's cost premium over aluminum, stainless steel, and PEEK is real, explainable, and predictable. It is not arbitrary pricing — it is the direct result of four compounding machining cost drivers interacting with titanium's physical properties.
The real question is whether the application actually requires what titanium uniquely provides. When high specific strength, inherent corrosion resistance, biocompatibility, or elevated-temperature performance are genuine requirements, the premium is an engineering investment with a defensible return.
When those properties are not all required, a structured trade-off against stainless steel, high-strength aluminum, or PEEK will identify a lower-cost path.
In aerospace, defense, medical devices, and photonics — where the consequences of wrong material selection extend well beyond part cost — quality, traceability, and machining expertise are part of the total cost equation. A machining partner with demonstrated experience in FDA-registered, ITAR-compliant, and AS9100-certified environments brings the material knowledge, inspection capability, and documentation discipline that make final cost predictable rather than a source of late-stage surprises.
Frequently Asked Questions
Is it expensive to machine titanium?
Yes — titanium is significantly more expensive to machine than most common alternatives. The core reason is not just raw material cost, but the compounding effect of slow cutting speeds, rapid tool wear, and high-pressure coolant requirements that multiply machine time and shop rate costs simultaneously.
How difficult is it to machine titanium?
Titanium ranks among the most challenging metals to machine. Poor thermal conductivity concentrates heat at the tool tip, spring-back resists cutting forces, work hardening develops at the cutting surface, and chemical reactivity accelerates tool wear — all requiring precise process control, appropriate tooling, and experienced machinists.
Why is titanium CNC machining more expensive than aluminum?
Four cost drivers compound to push titanium well above aluminum pricing: higher raw material cost, slower cutting speeds that extend machine time, faster tool wear requiring frequent insert changes, and high-pressure coolant systems that many shops must invest in separately. Equivalent titanium parts typically cost several times more than aluminum.
When should I choose titanium over stainless steel?
Titanium is the better choice when weight is a governing constraint — it offers roughly 3× higher specific strength than 316 stainless. It is also preferred when biocompatibility without coatings is required or when stainless steel's weight penalty is unacceptable for the system design. Stainless remains a cost-effective choice for corrosion resistance when weight is not critical.
Can DFM changes meaningfully reduce titanium machining costs?
Yes. Increasing internal corner radii, relaxing non-critical tolerances, and reducing setup count are the three highest-impact changes — most effective when applied before the part goes to quote. Because titanium cycle times are inherently slow, each design inefficiency costs more than it would in aluminum or stainless steel.
What industries most commonly require titanium CNC machined parts?
The primary industries include:
- Aerospace — structural components, fasteners, and brackets
- Medical devices — implants, surgical instruments, and bone screws
- Defense — lightweight structural hardware and corrosion-resistant components
- Photonics/optics — housings and mounts requiring non-magnetic, lightweight, dimensionally stable material