
Introduction
PEEK (polyetheretherketone) is harder and more abrasive than typical thermoplastics, yet its thermal management requirements differ fundamentally from metal cutting. That combination puts it in a category of its own: conventional machining parameters don't apply, and the consequences of getting it wrong show up as warped parts, blown tolerances, or scrapped implants.
This guide is written for engineers and procurement professionals in medical device, aerospace, and industrial sectors who need a clear picture of what PEEK machining actually involves. Whether you're specifying a spinal fusion cage, an aerospace structural bracket, or a chemical-resistant wear component, the machining approach directly shapes part performance and cost.
We'll cover material properties that affect machinability, proven machining parameters across turning and milling operations, achievable tolerance ranges, medical applications requiring biocompatibility, and solutions to common challenges like warping and excessive tool wear.
Key Takeaways
- PEEK is a semi-crystalline thermoplastic that machines differently than metals, requiring carbide or PCD tooling due to its abrasiveness and low thermal conductivity
- Pre-machining annealing (200-250°C for 3-4 hours) is required to achieve tolerances down to ±0.0002"
- Medical-grade PEEK demands contamination-free environments and appropriate coolant strategies to maintain biocompatibility
- Recommended parameters: 300-800 SFM for unfilled PEEK, 120-180 SFM for reinforced grades, with positive rake angles
- Proven applications include spinal cages, cranial implants, and aerospace components where PEEK's properties justify its cost
What Is PEEK and Why Machine It?
PEEK is a semi-crystalline, high-performance thermoplastic in the polyaryletherketone (PAEK) family. Its molecular structure features alternating ether and ketone linkages, which deliver tensile strength of 90–100 MPa (unfilled grades), broad chemical resistance, a continuous use temperature of 260°C, and biocompatibility suited to implantable medical devices.
Those properties make PEEK a material worth understanding deeply — especially when deciding whether to machine it or mold it.
When to Machine PEEK Instead of Mold It
- Prototype and low-volume production (typically under 500 parts) where tooling investment doesn't justify molding economics
- Tight tolerances that exceed molding capabilities — machining achieves ±0.0002" versus ±0.005" typical for injection molding
- Complex geometries with thick sections prone to voids in molding, or features requiring isotropic material properties without molded-in stress
- Stock shapes cost less upfront than custom mold development for specialized or low-volume applications
PEEK Machining vs. Metal Machining
PEEK sits between metals and conventional plastics in machinability. It's softer than aluminum or steel but significantly harder than nylon or acetal, with a Rockwell hardness of M94–99.
That middle-ground hardness creates distinct challenges. PEEK requires higher cutting speeds than metals for unfilled grades, generates less absolute heat but dissipates it poorly (thermal conductivity: 0.25 W/m·K), and demands careful fixturing — lower stiffness means deflection under cutting forces is a real concern.
Unfilled vs. Reinforced PEEK Grades
- Unfilled (natural) PEEK is the most machinable variant — carbide tooling works well, surface finish reaches Ra 0.8–1.6 µm, and it's the right choice when maximum stiffness isn't required
- 30% glass-filled PEEK adds stiffness and wear resistance at a cost: abrasiveness cuts tool life by 50–70%, making PCD tooling necessary for production runs
- 30% carbon-filled PEEK reaches the highest stiffness (elastic modulus up to 28 GPa) and is the most abrasive grade — PCD tools and conservative parameters are non-negotiable

What Makes PEEK Worth the Effort
Beyond raw machinability, PEEK earns its place in demanding applications for a few reasons metals and commodity plastics can't match:
- Passes ISO 10993 biocompatibility testing for implantable devices
- Radiolucent — doesn't interfere with X-ray or CT imaging the way metal implants do
- Density of 1.3 g/cm³ cuts component weight significantly versus titanium or steel
- Survives repeated autoclave sterilization cycles without property degradation
PEEK Properties Critical to Machining
Material Hardness and Abrasiveness
PEEK's Rockwell hardness (M94-99 for unfilled, M105-106 for carbon-filled) makes it significantly harder than nylon or acetal, accelerating tool wear especially with reinforced grades. This necessitates carbide tooling as a minimum standard, with PCD (polycrystalline diamond) tooling essential for production runs exceeding 500 parts or any work with glass or carbon-reinforced variants. In drilling carbon-fiber PEEK, adhesion wear dominates, and thrust forces increase rapidly as tools dull.
Thermal Properties and Heat Management
PEEK's low thermal conductivity (approximately 0.29 W/m·K for unfilled grades) causes heat to concentrate at the cutting zone rather than dissipate through the workpiece or chip. When temperatures exceed the glass transition temperature (Tg) of roughly 143°C, the material softens, leading to burrs, poor surface finish, and dimensional instability. Effective cooling strategies—compressed air, water-soluble coolants, or petroleum-based fluids—are critical to maintaining tolerances as tight as ±0.025 mm.
Semi-Crystalline Structure and Internal Stress
PEEK's semi-crystalline morphology (typically 30-35% crystalline as-molded) contains residual stresses from manufacturing. These stresses release during machining, causing dimensional changes or warping if not properly managed.
Industry-standard annealing protocols involving a soak at 200°C for 4+ hours followed by controlled cool-down relieve these stresses and stabilize the material structure—skipping it risks dimensional drift and part rejection during final inspection.
Coefficient of Thermal Expansion
PEEK's CTE (45-55 µm/m·°C for unfilled grades, reduced to ~5 µm/m·°C for carbon-filled) is higher than metals. That gap means temperature variations during machining directly affect whether a part holds tolerance. Temperature-controlled shop environments and a minimum 4-hour thermal equilibration period before final measurement prevent out-of-tolerance conditions.
Mechanical Properties Affecting Machinability
These mechanical differences between grades drive tooling selection, fixturing strategy, and expected chip behavior.
Unfilled PEEK:
- Elastic modulus: 3.6-4.0 GPa
- Tensile strength: 98 MPa
- Elongation at break: 30-50%
30% carbon-filled PEEK:
- Elastic modulus: 28 GPa
- Tensile strength: 270 MPa
- Elongation at break: 1.5-2%
In practice, those differences translate directly to the machine:
- Higher cutting forces with reinforced grades demand more rigid setups
- Brittle chips from carbon-filled variants increase tool edge loading
- Lower elongation means less workpiece flex tolerance, requiring firm, well-distributed fixturing
Grade Comparison
| Property | Unfilled PEEK | 30% Glass-Filled | 30% Carbon-Filled | Medical Grade (PEEK-OPTIMA Reinforced) |
|---|---|---|---|---|
| Machinability | Easiest, carbide tools sufficient | Moderate, PCD recommended | Most challenging, PCD required | Varies by formulation, contamination control critical |
| Surface Finish | Best (Ra 0.8-1.6 µm achievable) | Good (Ra 1.6-3.2 µm) | Fair (Ra 1.6-3.2 µm, fiber pullout) | Excellent when properly machined |
| Tool Wear | Baseline | 50-70% faster than unfilled | 50-70% faster than unfilled | Similar to base grade |
| Applications | Medical implants, seals, general use | Structural components, wear parts | Aerospace brackets, high-stiffness parts | Spinal cages, cranial implants, surgical instruments |
PEEK Machining Parameters and Techniques
Annealing Protocols
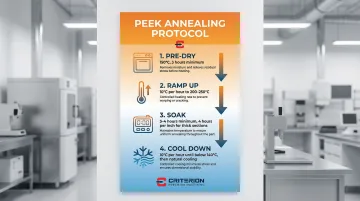
Annealing relieves molded-in stresses, increases crystallinity to 35-40%, and prevents post-machining dimensional changes. Standard protocols from material suppliers specify:
- Pre-dry: 3 hours minimum at 150°C to remove moisture
- Ramp up: 10°C per hour to 200-250°C (varies by grade)
- Soak: Minimum 3-4 hours; for thick sections use 4 hours per inch of wall thickness
- Cool down: 10°C per hour until below 140°C, then natural cooling to room temperature
For parts requiring extensive material removal, intermediate annealing after roughing operations prevents stress-induced warping during finishing passes.
Turning Operations
Once annealing is complete, turning is typically the first cutting operation — and parameter selection here directly affects downstream accuracy.
Recommended parameters:
| Grade | Cutting Speed | Feed Rate | Depth of Cut | Tooling |
|---|---|---|---|---|
| Unfilled PEEK | 300-800 SFM (100-300 m/min) | 0.004-0.025 IPR (0.1-0.7 mm/rev) | Up to 0.025" (0.6 mm) | C-2 carbide or PCD |
| Reinforced PEEK | 120-180 SFM (50-120 m/min) | 0.004-0.012 IPR (0.1-0.3 mm/rev) | Up to 0.030" (0.75 mm) | PCD inserts |
Tool geometry: Positive rake angles (6-12°) and relief angles (5°) with ground peripheries reduce cutting forces and heat generation.
Fixturing considerations:
- Use 360° chuck pressure with soft jaws or pie jaws to prevent distortion of thin-walled parts
- Rough turn the chuck contact area first to improve roundness
- For tubular shapes, use internal mandrels or plugs to prevent compression
Drilling Operations
Hole quality in PEEK is highly sensitive to feed rate — undershooting generates heat buildup; overshooting risks cracking.
Feed rates by hole size:
- 1/16" holes: 0.007 IPR
- 1/8" holes: 0.010 IPR
- 1/4" holes: 0.012 IPR
- 1/2" holes: 0.015 IPR
- 3/4" and larger: 0.020 IPR
Best practices:
- Low-helix carbide drills for holes up to 1/2" diameter
- Peck drilling for holes deeper than 2X diameter to evacuate chips and prevent heat buildup
- Through-coolant drills essential for holes deeper than 3X diameter
- A two-step process (pilot hole plus boring) for holes larger than 1/2" prevents cracking caused by PEEK's limited elongation
Milling Operations
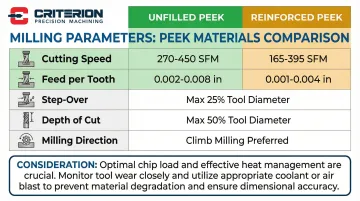
Climb milling is preferred over conventional milling for better chip evacuation and improved surface finish. Use 4-flute end mills with positive geometry.
Parameters:
- Cutting speeds: 270-450 SFM (82-137 m/min for unfilled; 165-395 SFM / 50-120 m/min for reinforced)
- Feeds: 0.002-0.008 inches per tooth (increasing with tool diameter)
- Step-over: Maximum 25% of tool diameter
- Depth of cut: Maximum 50% of tool diameter
Pairing high spindle speeds with aggressive feed rates keeps chip load in range, which pulls heat out with the chip rather than leaving it in the part.
Coolant Selection and Application
Flood coolant (water-soluble or petroleum-based) extends tool life and improves surface finish for most operations. PEEK's chemical resistance makes it compatible with standard coolants. Medical-grade parts follow different rules.
For medical-grade parts where biocompatibility is critical:
- Dry machining with cold air guns is preferred
- Minimal air cooling maintains material integrity
- If liquid coolants are used for non-implant medical components, validated cleaning procedures must follow to remove all residues
Tolerances and Quality Control in PEEK Machining
Achievable Tolerance Ranges
With proper annealing, temperature control, and machining practices, PEEK can be machined to tolerances of ±0.0002" on critical dimensions—far tighter than injection molding, which typically holds ±0.005" at best.
Tolerance hierarchy:
- Precision dimensions: ±0.0002" (±0.005 mm) for critical features
- Standard dimensions: ±0.001" (±0.025 mm) as typical capability
- Non-critical features: ±0.005" (±0.127 mm) acceptable
Factors Affecting Dimensional Accuracy
Four variables drive dimensional accuracy in PEEK machining:
- Residual stress: Anneal before machining; add intermediate annealing cycles when removing large amounts of material
- Thermal expansion: Hold shop temperature at 20°C ±2°C and allow parts to stabilize at least 4 hours before final inspection
- Tool wear: Use SPC to track dimensional drift, replacing or sharpening tools before tolerances are compromised
- Fixturing: Rigid setups prevent deflection; thin-walled parts need balanced clamping forces and support structures

Surface Finish Capabilities
Typical results:
- As-machined: Ra 1.6–3.2 µm (63–125 µin) with sharp tools and proper parameters
- Fine finishing: Ra 0.8–1.6 µm (32–63 µin) with careful finishing passes
- Polished: Ra 0.2–0.4 µm (8–16 µin) achievable with post-machining polishing
Note: Reinforced grades typically achieve Ra 1.6–3.2 µm due to fiber pullout, making fine finishes harder to achieve directly from machining.
In medical applications, surface finish directly affects wear properties and biocompatibility. Articulating surfaces and implant-tissue interfaces typically require Ra 0.8 µm or better.
Quality Control and Inspection Methods
Standard inspection methods include:
- CMM measurement after parts reach thermal equilibrium (4 hours at 20°C) confirms critical dimensions
- Optical comparators verify profile features and complex geometries
- Profilometers confirm Ra specifications against drawing requirements
For medical applications, additional requirements include:
- Cleaning validation to verify removal of machining residues
- Bioburden testing for microbial contamination
- Particulate inspection under cleanroom protocols
- Material certification and lot traceability documentation
Medical Applications of Machined PEEK
Medical-Grade PEEK Requirements
Medical-grade PEEK — such as PEEK-OPTIMA or Zeniva PEEK — must meet ISO 10993 biocompatibility testing, including cytotoxicity, sensitization, genotoxicity, and systemic toxicity evaluations. Manufacturing occurs under ISO 13485 quality systems with full traceability through material certification and lot tracking from monomer to finished polymer.
Implant Applications
PEEK serves several established implant categories:
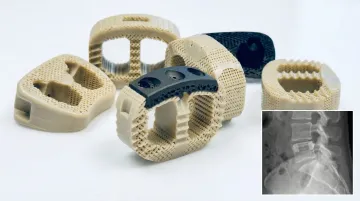
- Spinal fusion cages and spacers: The dominant interbody fusion material. Its radiolucency allows clear bone-growth imaging without the scatter artifacts titanium creates, giving surgeons reliable fusion assessment on X-rays and CT scans.
- Cranial implants: Custom patient-matched cranioplasty reconstructions machined from solid stock achieve precise anatomical fits that molded alternatives often cannot.
- Dental implants and abutments: PEEK's biocompatibility and tooth-colored appearance make it a viable metal-free option where aesthetics and tissue response both matter.
- Orthopedic trauma plates: Modulus similarity to bone reduces stress shielding and the bone resorption complications associated with rigid metal fixation.
Elastic Modulus Matching to Bone
PEEK's elastic modulus ranges from 3–4 GPa (unfilled) to 21 GPa (reinforced medical grades), placing it far closer to cortical bone (10–30 GPa) than titanium (102–113 GPa) — a well-documented mechanical advantage for load-bearing implants. This similarity reduces stress shielding, the phenomenon where overly stiff implants carry too much load, causing surrounding bone to weaken and resorb from lack of mechanical stimulus.
Surgical Instrument and Device Components
Applications include:
- Instrument handles withstanding repeated steam sterilization cycles
- Valve components for drug delivery systems requiring chemical resistance
- Wear surfaces in surgical tools demanding low friction and durability
- Alignment guides for surgical procedures requiring radiolucency
Contamination Prevention in Medical Machining
Medical-grade PEEK machining requires:
- Dedicated equipment or thorough cleaning protocols between materials
- Controlled environments (clean rooms or ISO-classified areas) for implantable components
- Validated cleaning procedures for any coolants used, with documentation of residue removal
- Prevention of metal cross-contamination through material segregation
Facilities operating under ISO 13485 quality systems — with dedicated equipment and segregated material handling — eliminate metal contamination risks entirely, providing an additional safety margin for implantable and critical-contact components.
Common Challenges and Solutions
PEEK machining introduces a specific set of problems that don't always appear with metals — and most trace back to heat management, material preparation, or tooling choices. Here's how to identify and address the three most common.
Excessive Tool Wear
Reinforced PEEK grades are particularly demanding. Glass and carbon fiber fillers create abrasive cutting conditions that destroy standard tooling quickly. The usual culprits:
- Reinforced grades (glass or carbon fiber) generating abrasive cutting conditions
- Insufficient coolant delivery allowing heat to accumulate at the cutting zone
- Improper speeds/feeds creating unnecessary friction
- Running worn tooling past its effective service life
To extend tool life and protect dimensional accuracy:
- Upgrade to PCD tooling for reinforced grades — expect 3-5x longer tool life despite higher upfront cost
- Apply flood coolant directly to the cutting zone (not just nearby)
- Reduce cutting speeds for reinforced materials per manufacturer specs
- Monitor tool life through SPC and replace before dimensional drift begins
Warping or Dimensional Changes
PEEK's thermal sensitivity means parts can shift shape if stress management is ignored. Most warping problems stem from skipping — or rushing — the annealing process.
- Inadequate pre-machining annealing leaves residual stresses in the stock
- Excessive heat or cutting forces introduce machining-induced stress
- Temperature swings during machining cause expansion and contraction
- Measuring parts before thermal stabilization produces false readings
Corrective steps:
- Follow proper annealing protocols: 200-250°C soak for a minimum of 3-4 hours
- Perform intermediate annealing after roughing when removing significant material
- Allow parts to reach thermal equilibrium (4+ hours) before taking final measurements
- Hold shop temperature at 20°C ±2°C throughout the process
Poor Surface Finish or Fiber Pullout
Surface quality problems usually point to tooling condition, fixturing, or unrealistic finish expectations for reinforced grades.
Common causes:
- Dull tools tearing the material rather than cutting cleanly
- Improper feeds/speeds generating heat or vibration
- Insufficient workpiece support allowing deflection on thin sections
- Reinforcement fibers pulling out instead of being severed
What to do:
- Sharpen or replace tools more frequently, especially with reinforced grades
- Reduce feed rates on finishing passes to lower cutting forces
- Use climb milling to improve chip evacuation and surface quality
- Use rigid fixturing with adequate support for thin-walled sections
- For reinforced grades, expect Ra 1.6-3.2 µm as the practical finish range — finer results require unreinforced PEEK
Conclusion
Successful PEEK machining requires understanding the material's unique properties—its semi-crystalline structure that demands annealing, thermal behavior that necessitates active cooling strategies, and abrasiveness that accelerates tool wear beyond typical plastics. Managing these characteristics through proper protocols is what separates acceptable results from tight-tolerance repeatability.
Achieving tight tolerances down to ±0.0002" and optimal surface finishes comes down to four fundamentals:
- Pre-machining annealing to relieve internal stress before cutting begins
- Temperature control during both cutting and dimensional inspection
- Sharp tooling matched to grade (carbide minimum for unfilled PEEK; PCD preferred for production runs and required for reinforced variants)
- Coolant strategies selected for the specific application and grade
Medical applications demand additional rigor—maintaining biocompatibility through contamination prevention, following validated cleaning procedures, and ensuring regulatory compliance through ISO 13485 certified manufacturing. When components become implants or surgical instruments, material integrity directly impacts patient outcomes—there is no margin for process shortcuts.
For organizations sourcing PEEK components for critical applications, the machining provider's process controls matter as much as the material itself. Criterion Precision Machining brings PEEK-specific expertise alongside ISO 13485 certification, FDA registration, and ITAR compliance—quality systems built for medical device, aerospace, and defense programs where verified precision is non-negotiable.
Frequently Asked Questions
Is PEEK easily machinable?
PEEK is moderately difficult to machine compared to softer plastics like nylon but more machinable than ceramics or many composites. Success depends on proper tooling (carbide minimum, PCD for production), appropriate speeds and feeds, and critical pre-machining annealing to relieve internal stress.
How thin can you machine PEEK?
PEEK can be machined to wall thicknesses of 0.010-0.020" depending on part geometry and support, though walls below 0.030" require careful fixturing and sharp tools to prevent deflection. Thinner sections are more prone to warping from machining stresses and heat accumulation.
Is PEEK the same as Delrin?
No. PEEK and Delrin (acetal/POM) are fundamentally different materials. PEEK is a high-performance semi-crystalline thermoplastic with a continuous use temperature of 260°C and exceptional chemical resistance, while Delrin is a lower-cost engineering plastic limited to 90°C continuous use.
Is PEEK stronger than PTFE?
Yes, by a wide margin. PEEK has tensile strength of 90-100 MPa versus 20-30 MPa for PTFE, and elastic modulus of 3.6 GPa versus 0.5 GPa for PTFE. While PTFE offers superior chemical resistance and lower friction coefficient, PEEK provides much better mechanical strength, stiffness, and wear resistance for structural applications.
Is PEEK better than titanium?
Neither material is universally better—it depends on the application. PEEK is lighter (1.3 g/cm³ vs 4.5 g/cm³), radiolucent for artifact-free imaging, and has an elastic modulus closer to bone that reduces stress shielding in implants. Titanium delivers higher absolute strength but adds weight and complicates post-operative imaging.
Is PEEK or titanium more expensive?
Per pound, PEEK ($50-150/lb depending on grade) is comparable to or higher than titanium ($15-30/lb for Ti-6Al-4V bar stock). Total part cost shifts the picture—PEEK's easier machinability and lower density can offset raw material costs depending on part complexity and volume.
What is medical grade PEEK?
Medical-grade PEEK meets ISO 10993 biocompatibility standards for implantable or tissue-contact use. It is produced under ISO 13485 quality systems with full traceability and documentation. Examples include PEEK-OPTIMA (Invibio) and Zeniva PEEK, formulated and tested for long-term implantation with extensive biocompatibility data supporting regulatory submissions.
Is PEEK material FDA approved?
The FDA approves devices, not materials. Medical-grade PEEK has an extensive biocompatibility record supporting its use in FDA-cleared and approved devices. Manufacturers must demonstrate that their specific device is safe and effective through the appropriate regulatory pathway—510(k) clearance or PMA approval.


