Bone screws, catheter components, implant pins, and surgical instrument parts all share one characteristic: dimensional failure is not recoverable after implantation or use. Micron-level tolerances, biocompatible materials, and regulatory compliance requirements make process selection a patient safety decision, not just an engineering preference. Swiss-style turning is frequently specified for these applications — but its operational distinctions are often misunderstood by procurement, engineering, and quality teams evaluating supplier capabilities.
This guide covers how Swiss turning works, why it's used in medical manufacturing, which applications it serves best, and where it isn't the right choice.
Key Takeaways
- Swiss turning's guide bushing eliminates deflection on small, slender parts — enabling tighter tolerances than conventional turning on equivalent geometries
- Single-setup machining removes datum variation between operations, reducing accumulated error on high-tolerance medical components
- Primary applications include bone screws (1.5–6.5 mm diameter), implant pins, catheter components, and surgical instruments
- Part geometry and diameter-to-length ratio determine whether Swiss turning is appropriate — geometry and L/D ratio must support it, not just small size
- ISO 13485 certification and FDA registration are baseline supplier requirements for regulated medical component sourcing — not optional differentiators
What Is Swiss-Style Turning?
Swiss-style turning centers on one structural feature: the guide bushing. Bar stock feeds through a sliding headstock and is held by the guide bushing immediately behind the cutting zone. The OD turning tool engages the workpiece close to that support point — as Modern Machine Shop describes, the part feeds through the guide bushing and the tool cuts near it, rather than at a distance from the chuck.
Why the Guide Bushing Changes Everything
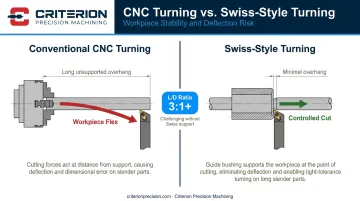
That proximity to the support point is what separates Swiss turning from conventional CNC turning. In standard turning, the workpiece is clamped at the chuck. The cutting tool operates at some distance from that support point. On small-diameter or slender parts, that unsupported span deflects under cutting forces — producing dimensional variation, chatter, and surface finish degradation that becomes worse as the length-to-diameter ratio increases.
Swiss turning eliminates that span. The guide bushing positions support at the point of cut, minimizing the cantilevered length exposed to cutting forces. Citizen identifies guide bushing support as particularly useful for parts with length-to-diameter ratios of 3:1 or greater — exactly the geometry profile common across medical implant and instrument components.
What This Produces
The process outcome is small, slender, or geometrically complex parts machined to high dimensional accuracy and surface finish — often fully complete in a single machine cycle. Operations completed without re-fixturing include:
- OD turning and facing
- Drilling and boring
- Milling and cross-drilling
- Threading
- Backworking (secondary end operations)
For slender medical components with tight tolerances, that single-cycle capability removes a compounding source of dimensional error: the re-fixturing step itself.
Why Swiss Turning Is Used in Medical Parts Manufacturing
Tolerance Demands That Conventional Turning Cannot Reliably Meet
Medical components operate at tolerance levels where minor variation has clinical consequences. Bone screws require accurate thread forms and controlled minor diameters — defects cause implant loosening or bone damage. Catheter components require dimensional consistency for proper device assembly and function.
Swiss turning holds tolerances as tight as ±0.0002" on miniature medical parts, as documented by MD+DI for Tornos Swiss turning equipment producing parts as small as 0.030" in diameter. Criterion Precision Machining holds the same ±0.0002" tolerance capability across its 5-, 6-, and 8-axis Swiss turning centers.
On equivalent small-diameter geometries, conventional turning cannot reliably match this. Deflection and vibration at the cutting zone are the physical constraint — and no amount of operator skill eliminates them at that scale.
The Single-Setup Quality Advantage
Every machine transfer creates a new datum. Error accumulates. On a four-operation conventional process, each individual step may be within spec — but the accumulated positional variation across setups can exceed the tolerance band of a medical component with ±0.0002" requirements.
Swiss turning collapses multiple operations into one cycle: one datum, one setup, one controlled point of variation. For implant-grade components, this isn't a convenience — it's a quality control requirement.
Regulatory Compliance and the Quality System Requirement
FDA's Quality Management System Regulation amended 21 CFR Part 820 by incorporating ISO 13485:2016 by reference, effective February 2, 2026. ISO 13485 requires three things across the supply chain:
- Process validation — documented proof that manufacturing processes consistently produce conforming output
- Risk management — systematic identification and control of failure modes throughout production
- Quality management systems — auditable records covering design controls, production, and post-market surveillance
Swiss turning supports compliance by enabling repeatable, auditable processes with reduced part handling and fewer failure modes. Machine capability creates the conditions for compliance. The quality system built around it is what actually delivers it.
Criterion Precision Machining holds ISO 13485 and ISO 9001 certifications and is FDA registered. That combination — capable Swiss turning equipment plus a validated QMS — is what medical device OEMs require when sourcing precision components for regulated applications.
Material Requirements
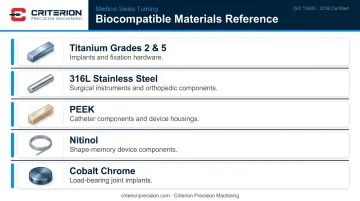
Medical Swiss turning runs on biocompatible bar stock:
- Titanium (grades 2 and 5) — implants, surgical instruments, fixation hardware
- 316L stainless steel — instruments, orthopedic implants
- PEEK — catheter components, implantable device housings
- Nitinol — shape-memory and superelastic device components
- Cobalt chrome — load-bearing joint implants
Criterion machines all of these materials — including proprietary setups for PEEK to manage heat and prevent microfracturing, which standard tooling parameters will not prevent. Each material requires distinct tooling, speeds, and coolant strategies. Getting the cut right on titanium Grade 5 is a different problem than getting it right on Nitinol, and process knowledge built on each material is what separates reliable production from repeated scrap.
How Swiss-Style Turning Works
Step 1: Bar Stock Setup and Guide Bushing Engagement
Bar stock in the target material loads into an automatic bar feeder. The bar feeds through the guide bushing, which grips it close to the cutting zone. The length extending past the bushing is the only material exposed to cutting forces — keeping that extension short controls deflection. Minimal overhang is what makes Swiss turning viable for the long, slender geometries common in medical components.
Step 2: Multi-Axis Cutting Operations
Once positioned, multiple tools engage across axes in programmed sequence. A modern Swiss turning center completes all of the following on a single workpiece in one cycle:
- Turning and grooving
- Threading and drilling
- Milling with live tooling
Criterion's Swiss machines operate in 5-, 6-, and 8-axis configurations, replacing what would otherwise require 3–5 separate setups in a conventional process.
Sub-spindle capability allows backworking: the back face of a part is machined without manual re-chucking, completing the component fully within the same cycle.
Step 3: Part Ejection and Inspection Integration
Once the cycle ends, the finished part ejects directly into inspection — a critical link in regulated medical manufacturing. Criterion's inspection infrastructure includes:
- Global Advantage CMM with PC-DMIS software — high-precision 3D dimensional inspection
- OASIS Optical Automatic Smart Inspection System — non-contact multi-dimension measurement
- Keyence IM 6225 — measures up to 99 dimensions on up to 100 parts simultaneously
Inspection intervals are structured across four stages: incoming material verification, first article inspection, in-process checks at the machine, and final inspection before shipment. All activity is tracked through ProShop ERP for full traceability under ISO 13485.

Key Medical Applications of Swiss Turning
Orthopedic and Spinal Implant Components
Bone screws are the canonical Swiss turning application. FDA's guidance on non-spinal metallic bone screws identifies nominal major diameters ranging from 1.5 mm to 6.5 mm — exactly the diameter class where Swiss turning's guide bushing advantage is most pronounced. Accurate thread forms, controlled minor diameters, and burr-free edges are all mandatory; defects in any of these cause implant failure, loosening, or bone damage.
Spinal implants extend that range. Clinical data on thoracic pedicle screws shows diameters from approximately 3.5 mm to 7.9 mm — within Swiss turning's standard capacity class. Criterion has documented production experience with titanium screws and small bone fixation hardware on Swiss turning equipment.
Surgical Instruments
Swiss turning produces a range of surgical instruments, including:
- Forceps and retractors
- Bone drills and scalpels
- Precision needles and cannulas
All require tight OD tolerances, controlled surface finish, and consistent replication across production runs. Dimensional variation in a bone drill's OD or a forceps jaw geometry affects clinical function — not just aesthetics.
Cardiovascular and Neurological Devices
Cardiovascular and neurological devices push Swiss turning's micro-machining capability to its limits. Tornos SwissNano equipment is validated to 0.20 mm diameter, with 0.25 mm as a standard production capability. Neurostimulation lead components operate at 1.3 mm diameter with 3 mm contacts.
Catheter shafts, pacemaker housing components, and vascular connectors combine extremely small diameters with complex geometries. Swiss turning is the process that delivers both at production volumes without sacrificing tolerance or surface integrity.
Drug Delivery and Endoscopic Components
Components in this category include:
- Insulin and infusion pump housings and fittings
- Endoscope tips, shafts, and articulation parts
- Diagnostic instrument bodies and connectors
Swiss turning's single-setup completion is particularly valuable for parts destined for sterile or cleanroom assembly — fewer handling steps mean lower contamination risk and more consistent parts.
When Swiss Turning May Not Be Appropriate
Swiss turning isn't the default choice for every small medical part. Process fit depends on specific factors.
Swiss turning is well-suited when:
- Part diameter-to-length ratio is 3:1 or greater (slender, bar-fed geometry)
- Multiple operations are required and single-setup reduction matters
- Tolerances tighter than ±0.001" are specified
- Production volumes justify setup investment
Swiss turning is not the right choice when:
- Parts are large-diameter or short — most Swiss machines handle bar stock up to the 32 mm class (a common capacity, not a universal maximum; larger machines up to 65 mm exist, but they're specialized)
- Geometry is better suited to milling from plate or billet stock
- Production volume is very low with simple geometry — setup cost doesn't justify the process
- Part design hasn't been optimized for bar-fed production
Two misconceptions that come up often:
Swiss turning is not interchangeable with conventional CNC turning. The guide bushing, sliding headstock, and bar-fed operation make it structurally distinct. Running a small, slender, high-tolerance medical part on a conventional lathe produces different deflection behavior, different surface finish, and tolerances that simply don't compare. They are not equivalent processes.
Machine capability alone does not equal compliance. A supplier running Swiss machines without validated processes, documented inspection protocols, material traceability, and an ISO 13485-certified QMS cannot reliably serve regulated medical device manufacturing. The equipment gets you in the door — the quality system is what keeps you there.
Conclusion
Swiss-style turning delivers micron-level precision on small, complex, biocompatible parts through a single-setup process that controls deflection, reduces datum variation, and produces the repeatability regulated medical components require.
For bone screws, implant pins, catheter components, surgical instruments, and micro-device features, Swiss turning is often the only process that reliably meets specification.
Process selection and supplier qualification both matter. For medical device OEMs sourcing precision components, the qualifying combination is ISO 13485 certification, FDA registration, validated Swiss turning processes, and integrated inspection — that's what separates a capable supplier from one that simply owns the equipment.
Contact Criterion Precision Machining to discuss Swiss turning requirements for your medical device components.
Frequently Asked Questions
What tolerances can Swiss-style turning achieve for medical components?
Swiss turning can hold tolerances as tight as ±0.0002" on miniature medical parts, with some processes achieving below 10 microns. Tolerance capability must be validated against specific part drawings and materials — general machine specs don't substitute for process capability data across a production run.
How does Swiss turning differ from conventional CNC turning?
The guide bushing is the defining difference. Conventional turning holds the workpiece at the chuck; Swiss turning supports it at the cutting zone via a guide bushing. That eliminates deflection on small-diameter and slender parts, enabling tighter tolerances and better surface finishes that conventional turning cannot reliably hold on equivalent geometries.
What materials are most commonly used in Swiss turning for medical devices?
Primary biocompatible materials include 316L stainless steel, titanium (grades 2 and 5), PEEK, Nitinol, and cobalt chrome. Each requires specific tooling, cutting parameters, and process expertise. Material selection is driven by implantability requirements, biocompatibility standards, and the device's functional demands.
Is ISO 13485 certification required for a Swiss turning supplier serving medical OEMs?
ISO 13485 isn't always a contractual requirement at every supply chain tier, but it's the recognized standard for quality management in medical device manufacturing. Suppliers holding it have validated processes, documented inspection protocols, and risk management systems aligned with FDA expectations — which substantially reduces risk for medical OEMs.
Can Swiss turning handle both prototype and high-volume medical part production?
Yes. Swiss turning adapts to small-batch prototypes and high-volume production runs. Economics favor medium-to-high volumes given setup investment. For prototypes, the value is confirming process capability on production-equivalent equipment before locking in validated production.
What types of medical components are best suited for Swiss turning?
The ideal profile: small-diameter, slender, or geometrically complex bar-fed components requiring tight tolerances. Bone screws, implant pins, catheter connectors, surgical instrument parts, and micro-device features are primary examples. Parts with large diameters, simple geometries, or geometries better produced from plate or billet stock are generally not ideal Swiss turning candidates.