That failure context is why machining process selection matters so much in orthopedic manufacturing.
Swiss CNC machining has become the standard production method for bone screws, pedicle screws, fixation pins, and other small-diameter orthopedic hardware — and for good reason. This article covers how Swiss turning works, why it outperforms conventional CNC turning for orthopedic geometries, which components it produces, what materials it handles, and what qualifications to require from a machining partner.
Key Takeaways:
- Swiss CNC machines hold tolerances to ±0.0002", critical for bone screw thread engagement and implant seating accuracy
- Guide bushing support eliminates deflection on long, slender orthopedic parts conventional turning cannot hold in tolerance
- Single-setup machining reduces handling, re-fixturing error, and contamination exposure
- ISO 13485 certification and FDA registration are non-negotiable qualifications for orthopedic machining partners
- Titanium (Ti-6Al-4V ELI), 316LVM stainless, MP35N, Nitinol, and PEEK are all Swiss-machinable with correct tooling
What Is Swiss CNC Machining?
The Core Mechanics
Swiss CNC machining (also called Swiss turning or sliding-head turning) works differently from conventional CNC turning. Instead of extending bar stock freely from a chuck, a Swiss machine feeds the workpiece through a guide bushing that supports the material extremely close to the cutting tool. The headstock slides along the Z-axis while the workpiece remains nearly stationary at the cutting zone.
That guide bushing is the defining feature. It eliminates the deflection that cutting forces would otherwise cause on small-diameter, high-aspect-ratio parts — exactly the geometry that orthopedic bone screws and fixation pins present.
Swiss machines commonly handle bar stock from 2 mm to 38 mm diameter, with some models reaching 65 mm. Machining lengths can extend to 300 mm or more — well beyond what a conventional lathe can manage without additional fixturing.
Multi-Axis Simultaneous Operation
Modern Swiss CNC machines operate across multiple axes simultaneously, deploying several cutting tools in the same cycle. A single setup can produce:
- Turned outer diameters and tapers
- Precision thread cutting (including variable-pitch bone screw threads)
- Cross-drilled holes and slots
- Undercuts and chamfers
- Head drive features (hex, Torx, slotted)
- Tip profiles (self-drilling, self-tapping)
Criterion Precision Machining operates 5-axis, 6-axis, and 8-axis Swiss screw machines with live tooling — configurations that handle the full geometric complexity of orthopedic screw and pin designs in one continuous cycle.
Swiss vs. Conventional CNC Turning
| Feature | Swiss Turning | Conventional CNC Turning |
|---|---|---|
| Workpiece support | Guide bushing near cut | Chuck only |
| Best for | Long, slender, small-diameter parts | Shorter, larger-diameter parts |
| Deflection risk | Minimal | Increases with length-to-diameter ratio |
| Setup changes | Single setup for complex parts | Often requires secondary ops |
| Orthopedic fit | Bone screws, pins, pedicle screws | Larger implant bodies |
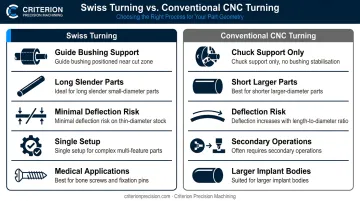
Swiss turning handles those geometries natively — no tailstock or steady rest required.
Why Swiss CNC Machining Is the Ideal Process for Orthopedic Medical Devices
Tight Tolerance Capability
Swiss CNC machines hold tolerances to ±0.0002" (±0.005 mm) in production. For orthopedic applications, that precision is directly functional — not just a capability spec.
ASTM F543 and ISO 5835 govern bone screw dimensions, tolerances, and thread geometry. Dimensional variation outside these standards affects how a cortical screw engages dense compact bone, how accurately an implant seats at a joint interface, and whether fixation hardware locks securely within a plate or rod system.
The FDA's public performance criteria for orthopedic bone screws set torsional yield strength from 0.16 Nm to 9.5 Nm and theoretical pullout strength from 45.6 N to 503.5 N depending on major diameter. Both values depend on dimensional accuracy being maintained across every production part.
Criterion holds ±0.0002" across titanium, surgical-grade stainless, specialty alloys, and advanced polymers on orthopedic components including plates, screws, fixation systems, and implant anchors.
Guide Bushing Eliminates Deflection
A pedicle screw with a 5 mm diameter and 45 mm axial length presents a length-to-diameter ratio of 9:1. On a conventional lathe, cutting forces at that ratio would deflect the workpiece, creating dimensional inaccuracy at the thread root, pitch diameter, or taper. The guide bushing in a Swiss machine supports the workpiece within millimeters of the cutting zone — deflection is structurally eliminated, not managed.
Single-Setup Manufacturing
Completing turning, threading, drilling, and tip profiling in a single continuous operation has three concrete benefits for orthopedic production:
- Eliminates re-fixturing variation — each time a part is repositioned, dimensional error can accumulate
- Reduces handling — fewer touchpoints between machining and inspection means less contamination exposure
- Compresses cycle time — no queue between operations, no secondary machine scheduling
In a medical manufacturing environment where traceability runs to individual part lots, fewer operations also means simpler documentation chains.
Repeatability for High-Volume Production
Swiss CNC's computer-controlled operation produces consistent dimensional output from the first part to the ten-thousandth. For orthopedic OEMs building regulatory submissions, that consistency is the foundation of statistical process control documentation. 21 CFR Part 820 requires statistical techniques and process validation for medical device manufacturing. Swiss CNC's inherent repeatability gives quality teams the production data they need to satisfy those requirements.

Surface Finish and Biological Relevance
Surface roughness matters beyond aesthetics. A 2021 peer-reviewed study found that surface roughness of titanium orthopedic implants alters cellular stress and immune response. ISO 21534 includes surface finish clauses for metallic and ceramic partial joint implants, and ASTM F86 covers surface preparation and marking practices for metallic surgical implants.
Swiss machining produces smooth, consistent surfaces on titanium and stainless steel as part of the machining cycle. Post-machining treatments commonly specified for orthopedic components — and coordinated with qualified downstream suppliers — include:
- Passivation — removes free iron from stainless steel surfaces per ASTM F86
- Anodizing — enhances the titanium oxide layer for corrosion resistance
- Bead blasting or tumbling — controls surface texture for bone-contact surfaces
Key Orthopedic Components Produced by Swiss CNC Machining
Bone Screws and Anchors
Bone screws are among the most common Swiss CNC applications in orthopedics. Their structure (threaded shaft, variable pitch, specialized tip, head drive feature) requires a combination of precision turning, thread cutting, and tip profiling that Swiss machines handle in one setup.
Two primary screw types illustrate the range of cutting parameters involved:
- Cortical screws use small pitch, closely spaced shallow threads and blunt ends for dense compact bone
- Cancellous screws use larger pitch, deeply cut widely spaced threads (often self-tapping) for spongy bone near joints
Each type demands distinct thread-cutting parameters within the same process family.
Tip and head variations add further geometric complexity:
- Self-drilling tips eliminate the pilot hole requirement
- Self-tapping tips cut their own thread path
- Hexagonal and Torx drive heads require precise socket geometry
- Locking head designs engage threaded plate interfaces
Proprietary one-piece screw designs — preferred because they eliminate assembly failure risk — are specifically suited to Swiss machining, which produces the complete geometry from bar stock without assembly.
Spinal and Trauma Fixation Hardware
Swiss CNC produces several spinal components where dimensional precision directly determines clinical outcome:
- Pedicle screws (diameter range typically 4.0–6.5 mm), which must navigate tight anatomical corridors and engage dense bone
- Spinal cage fasteners with internal threaded interfaces
- Connecting rod components
The confined anatomy pedicle screws operate within makes tolerance deviations non-negotiable.
Trauma fixation hardware includes:
- Intramedullary nails and their locking fasteners (governed by ASTM F1264 and ISO 15142-1)
- Fixation pins for fracture stabilization
- Trauma plate fasteners requiring precise thread engagement
Trauma hardware must combine high tensile strength, precise thread geometry, and dimensional consistency across production lots — requirements Swiss CNC meets consistently across lot sizes.

Surgical Instruments and Instrument Components
Orthopedic surgical instruments (bone drills, reamers, instrument handles, trial implant components) are also produced on Swiss CNC equipment. These parts require complex external features, precise diameters, excellent surface finishes, and dimensional stability through repeated sterilization cycles. Larger instrument bodies with milled pockets or bone-contact surfaces go beyond Swiss turning alone. Criterion's 5-axis CNC milling capabilities, including HAAS UMC 500 SS universal machining centers, handle these geometries and integrate with Swiss turning operations for complete instrument production.
Materials Used in Swiss CNC Orthopedic Machining
Titanium and Ti-6Al-4V ELI
Titanium is the primary material for implantable orthopedic hardware. Ti-6Al-4V ELI (Grade 23, covered by ASTM F136 and ISO 5832-3) provides enhanced ductility and fatigue strength compared to standard Grade 5, making it the preferred alloy for screws, spinal implants, and joint components where cyclic loading is a concern.
Those material properties come with machining trade-offs. Low thermal conductivity concentrates heat at the cutting zone — cutting-zone temperatures in titanium alloys average 2.2 times higher than steel — accelerating tool wear and increasing work-hardening risk.
Swiss CNC's rigid guide bushing setup and precise toolpath control address these effects directly, maintaining stable cutting geometry and enabling aggressive coolant application. Criterion machines titanium across its Swiss turning, CNC turning, and 5-axis milling platforms.
Stainless Steel and Specialty Alloys
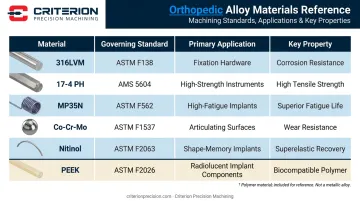
| Material | Standard | Application |
|---|---|---|
| 316LVM | ASTM F138 | Fixation hardware, instruments |
| 17-4 PH | — | High-strength instrument components |
| MP35N | ASTM F562, up to 300 ksi UTS | High-fatigue implant applications |
| Co-Cr-Mo | ASTM F1537, ISO 5832-12 | Articulating surfaces, high-wear applications |
| Nitinol | ASTM F2063, 54.5–57.0% nickel | Shape-memory staples, flexible implants |
Each material requires specific cutting parameters and tooling geometry. Nitinol's superelastic behavior and Co-Cr-Mo's abrasive properties go well beyond what general precision turning capability can reliably handle — which is why material-specific process development matters before first-article production.
Orthopedic machining also extends beyond metals.
PEEK
PEEK (polyetheretherketone), covered by ASTM F2026, is used in spinal interbody cages and trial implants. Its elastic modulus of approximately 3–4 GPa — closer to cortical bone's 7–20 GPa than metallic alternatives — reduces stress shielding at the bone-implant interface.
Swiss CNC machines handle PEEK with the same dimensional precision as metallic materials when programmed with appropriate cutting speeds and tooling. The polymer's chip management and thermal behavior differ from metals, but both are manageable with correct parameters.
Quality Standards and Regulatory Compliance in Orthopedic Machining
ISO 13485 and FDA Requirements
ISO 13485:2016 is the foundational quality management standard for medical device manufacturing. It requires documented processes, risk management, process validation, traceability, and corrective action systems. Orthopedic OEMs should only source from ISO 13485-certified machining partners. The certification demonstrates that the supplier's quality systems — not just individual parts — meet regulatory requirements.
Criterion Precision Machining holds both ISO 13485 and ISO 9001 certifications, along with FDA and ITAR registration.
The FDA's Quality Management System Regulation (QMSR) incorporates ISO 13485:2016 into 21 CFR Part 820, effective February 2, 2026, aligning federal requirements with the international standard.
Traceability requirements under 21 CFR 820.65 apply to devices intended for surgical implant. A compliant documentation package for an orthopedic machined component includes:
- Material certifications to raw material standards (ASTM F136, F138, F562, etc.)
- In-process inspection records tied to specific lot numbers
- First Article Inspection data against customer drawings
- Final acceptance records per 21 CFR 820.80
Inspection Technology
Orthopedic-grade precision verification requires more than calipers and micrometers. Criterion operates a multi-system inspection infrastructure covering incoming, in-process, and final verification stages:
- Geometric dimensioning and tolerancing verification per ASME Y14.5, using the Global Advantage CMM with PC-DMIS software
- High-volume simultaneous measurement via the OASIS Optical Automatic Smart Inspection System
- Vision-based dimensional analysis of up to 99 dimensions across 100 parts at once, using Keyence IM 6225 and IM-7020 systems

Orthopedic component verification demands documented measurement at every production gate, not spot checks. This is the infrastructure that makes that standard achievable.
What to Look for in a Swiss CNC Machining Partner for Orthopedic Devices
The orthopedic supply chain does not accommodate learning-curve errors. Non-negotiable qualifications include:
- ISO 13485 certification with documented scope covering medical device components
- FDA establishment registration as a contract manufacturer
- Demonstrated material experience with Ti-6Al-4V ELI, 316LVM, PEEK, and specialty alloys
- Full traceability from raw material cert through final inspection record
- CMM and optical inspection capability matched to the tolerance requirements on your drawings
Beyond certifications, the value of a long-term manufacturing partner comes from process knowledge that extends beyond print dimensions. A partner that understands orthopedic application contexts will flag manufacturability issues early, suggest design for manufacturability improvements during the quoting phase, and manage prototype-to-production transitions without requiring a new supplier qualification.
That combination of process knowledge and compliance infrastructure is what Criterion Precision Machining has built over 70 years. Founded in 1953 and now led by third-generation owner Tanya DiSalvo, Criterion serves active orthopedic customers including Riverpoint Medical and Smith & Nephew.
Swiss turning, multi-axis CNC turning, and 5-axis CNC milling are available under one roof, alongside ProShop ERP for production and documentation visibility — giving regulated medical device supply chains the operational reliability they require.
For orthopedic OEMs, that means supporting prototype quantities and scaling to full production with a single qualified supplier — no re-qualification, no compliance gaps.
Frequently Asked Questions
What is the difference between CNC machining and Swiss turning?
CNC machining is a broad category covering milling, turning, and other subtractive processes. Swiss turning is a specific type of CNC turning that uses a sliding headstock and guide bushing to support the workpiece close to the cutting tool, which makes it uniquely suited for small-diameter, high-precision long parts that conventional CNC turning cannot hold in tolerance without deflection.
What is Swiss precision?
"Swiss precision" refers to the extremely tight dimensional tolerances achievable with Swiss-style CNC turning machines, typically ±0.0002" or better. The term originates from the Swiss watchmaking industry and has since carried into medical device, aerospace, and other precision manufacturing sectors.
What materials can be Swiss CNC machined for orthopedic applications?
Common materials include:
- Titanium (Ti-6Al-4V ELI per ASTM F136)
- Surgical-grade stainless steels (316LVM, 17-4 PH)
- Specialty alloys (Nitinol per ASTM F2063, MP35N per ASTM F562, cobalt-chromium per ASTM F1537)
- Engineering polymers such as PEEK (ASTM F2026)
All are precision machinable on Swiss CNC equipment.
What tolerances can Swiss CNC machining hold for orthopedic components?
Swiss CNC machines hold tolerances as tight as ±0.0002" (±0.005 mm) in production. This level of precision is critical for bone screw thread engagement, implant seating interfaces, and fixation hardware where dimensional accuracy directly affects mechanical performance and patient outcomes.
What orthopedic components are most commonly made with Swiss CNC machining?
Primary applications include cortical and cancellous bone screws, pedicle screws and spinal implant fasteners, trauma fixation pins and intramedullary nail components, and precision surgical instrument components used in orthopedic procedures.
How does ISO 13485 certification matter when sourcing orthopedic machined components?
ISO 13485 is the quality management standard specific to medical device manufacturing, requiring documented processes, risk management, process validation, and traceability. Sourcing from an ISO 13485-certified machine shop ensures the supplier's quality systems meet the regulatory requirements that orthopedic OEM submissions depend on.