Introduction
UHMWPE presents a paradox that every engineer encounters eventually: the same extraordinarily long polymer chains (molecular weights of 3.5–7.5 million g/mol) that give it unmatched impact strength and abrasion resistance also make it one of the most difficult thermoplastics to machine accurately.
Three interconnected properties drive most of the difficulty:
- Thermal expansion roughly one order of magnitude greater than steel — heat buildup during cutting causes the workpiece to grow measurably mid-operation
- Softening point around 80°C (176°F) — dull tools or excessive speeds don't just reduce quality; they melt the surface
- Viscoelastic behavior — a part that measures in-tolerance immediately after machining can drift out of spec before it reaches a customer
These aren't isolated problems. Each one compounds the others, and together they demand a deliberate approach from the first tool pass to final inspection.
This guide covers what engineers and machinists need to know: the key properties driving these behaviors, the specific challenges they create, and machining parameters, fixturing methods, and operation-specific techniques — with particular attention to medical and mission-critical applications where dimensional failures carry serious consequences.
Key Takeaways
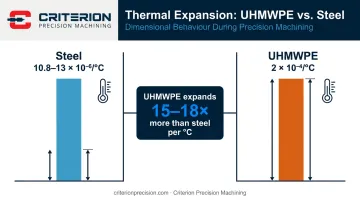
- Heat is the primary threat — UHMWPE softens around 80°C and has thermal expansion roughly 15–18× that of steel, making temperature control non-negotiable
- Sharp carbide or PCD tools with high positive rake angles (10–20°) are essential; dull tools smear rather than cut
- Post-machining dimensional drift can continue for 24–72 hours; allow parts to stabilize before final inspection
- Pre-machining annealing at ~135–138°C dramatically reduces stress-related dimensional instability
- Medical-grade UHMWPE parts require ISO 13485-certified manufacturing with full material traceability
What Makes UHMWPE Unique: Key Properties Engineers Need to Know
UHMWPE's defining characteristic is molecular weight. Commercial grades range from 3.5 to 6 million g/mol — producing polymer chains 10–100 times longer than standard polyethylene. Those interlocked chains create a combination of properties no other thermoplastic matches:
- Impact strength rated "no break" per ASTM D256 Izod testing
- Best-in-class sliding abrasion resistance among commercial plastics
- Coefficient of friction of 0.10–0.22 (dry on polished steel), comparable to PTFE
Reference Properties Table
| Property | Value | Test Method |
|---|---|---|
| Tensile yield strength | ~21–26 MPa | ASTM D638 |
| Elongation at break | ~250–350% | ASTM D638 |
| Izod impact strength | No break | ASTM D256 |
| Melting point | 130–138°C (266–280°F) | — |
| Service temp (long-term) | 90°C | — |
| Service temp (short-term) | 120°C | — |
| Compressive stress at 10% deformation | ~3,000 psi | — |
| Coefficient of thermal expansion | ~2 × 10⁻⁴ /°C | ASTM D696 |
Values are reference figures from supplier data (Celanese, Curbell). Verify with material certification for production use.
The Thermal Vulnerability
UHMWPE begins to soften around 80°C and melts at 130–138°C — a narrow window. Poor thermal conductivity makes this window dangerous during machining: heat generated at the cutting interface doesn't dissipate through the workpiece the way it does with metals. It builds up at the cut zone, accelerating softening and smearing.
Why Machine It at All?
Several functional advantages justify the effort:
- Meets FDA 21 CFR 177.1520 for direct food and body contact
- Self-lubricating surface eliminates the need for external lubrication in many bearing applications
- Resists non-oxidizing acids, alkalis, and a broad range of solvents
- Retains mechanical properties at cryogenic temperatures
- Absorbs virtually no moisture, staying dimensionally stable in wet environments
Machining is often the only viable precision fabrication route. UHMWPE cannot be processed by conventional injection molding due to its extremely high melt viscosity — it has no measurable melt index. Compression molding is limited to simple geometries. CNC machining is what makes complex, tight-tolerance UHMWPE parts possible.
Why UHMWPE Is Challenging to Machine
The Thermal Expansion Problem
Steel has a coefficient of thermal expansion around 10.8–13 × 10⁻⁶/°C. UHMWPE sits at approximately 2 × 10⁻⁴/°C — roughly 15–18 times higher. A workpiece that heats up by even 20–30°C during cutting expands by a measurable amount. Dimensions shift mid-operation, and what started as an in-tolerance feature drifts out before the cut is finished.
When cutting zone temperatures exceed ~80°C, the situation deteriorates further: the tool stops cutting cleanly and begins melting the surface. The result is a smeared, dimensionally unusable part.
Chip Formation and Tool Gumming
UHMWPE's long molecular chains resist clean separation. Unlike metals or shorter-chain polymers that produce discrete, breakaway chips, UHMWPE generates long, stringy chips that:
- Wrap around spindles and tool shanks
- Re-enter the cut zone and abrade finished surfaces
- Block coolant or air delivery
- Accelerate tool wear through combined abrasion and adhesion
Chip management is a direct quality variable, not a housekeeping afterthought. Inadequate chip evacuation is one of the most common causes of surface defects and tool failure in UHMWPE machining.
Viscoelastic Memory and Dimensional Drift
UHMWPE exhibits both elastic and viscous behavior under mechanical load. Material compressed or deflected during clamping or cutting partially recovers after force is removed.
More critically, machining introduces internal stresses that redistribute over time.
Industry guidance recommends rough machining followed by a stabilization period of several days before finish machining, with dimensional checks at 0, 24, 48, and 72 hours post-machining to confirm stability before final inspection. Parts that measure in-tolerance immediately after cutting can drift out of spec by the time they reach the customer.
Workholding and Tolerance Challenges
UHMWPE's lower modulus of elasticity means conventional clamping setups — designed for steel or aluminum — can deform the workpiece under moderate pressure. The error only appears after the part is released.
Practical tolerance ranges for UHMWPE are broader than metals:
- External dimensions: typically ±0.005″ under standard conditions
- Holes: ±0.003″ is achievable with careful setup
- Tighter tolerances: require annealing, staged machining, and controlled inspection environments
Contrast this with steel, where ±0.001″ or tighter is routine. Every tighter UHMWPE tolerance band demands additional process steps — staged cuts, annealing cycles, and controlled-environment inspection — that don't apply to metal machining at equivalent precision levels.
Best Practices for CNC Machining UHMWPE
Tooling Selection
Tool sharpness is the single highest-leverage variable. Even slightly dull tools increase cutting forces, generate more heat, and cause material to smear rather than shear. Every cutting edge must be extremely sharp, with polished tool surfaces to minimize friction and prevent material adhesion.
Recommended tool geometry:
- Rake angle: 10–20° positive
- Relief angle: 10–15° to prevent rubbing
- Polished flutes to reduce adhesion
Tool material selection by application:
| Material | Best For |
|---|---|
| HSS | Prototypes, light-duty or one-off work only |
| Carbide | General production machining — good edge retention and versatility |
| PCD (polycrystalline diamond) | High-volume production runs, medical-grade components requiring fine surface finish |
Never use tools that have previously cut metals on UHMWPE. Residual metal particles contaminate biocompatible components, and dulled edges from prior metal work will smear rather than shear the material from the first pass.
Speeds, Feeds, and Cooling
The priority is producing clean chips that carry heat away from the workpiece, not maximizing material removal rate. Starting parameter ranges:
- Milling: 300–700 SFM
- Turning: 300–600 SFM
- Drilling: 200–400 SFM (consistent with Curbell's polyethylene drilling guidance of 165–490 ft/min)
Feed rates should be moderate. Too aggressive generates excessive heat; too conservative causes rubbing rather than cutting — which also generates heat and accelerates tool wear.
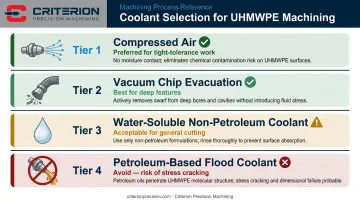
Coolant selection hierarchy:
- Compressed air directed at the cutting zone — preferred for tight-tolerance work. Evacuates chips, controls temperature, introduces no moisture or chemical risk
- Vacuum chip evacuation — especially effective for deep features where chips pack tightly
- Water-soluble, non-petroleum coolants — acceptable for general cutting
- Petroleum-based flood coolant — avoid entirely; can cause stress cracking and moisture absorption
Workholding and Fixturing
Distribute clamping force over broad contact areas. Point contacts on soft thermoplastics create localized compression that shows up as dimensional error after release.
Effective workholding approaches:
- Vacuum tables for sheet stock
- Custom nesting fixtures that provide conformal support
- Double-sided adhesive tape for thin or flexible workpieces during milling
- Apply only enough force to secure the part — visible surface compression is too much
Shops coming from metal machining routinely over-clamp on first contact. A torque setting calibrated for aluminum will deform UHMWPE — and the part will only spring back partially after release, producing out-of-tolerance dimensions.
Pre-Machining Annealing
Thermoplastic stock shapes carry residual internal stresses from compression molding or extrusion. Machining into stressed material releases those stresses unpredictably.
AIP Precision Machining's UHMWPE annealing protocol follows these steps:
- Heat to approximately 135–138°C in a controlled oven
- Cool slowly — approximately 5°C/hour — to at least 65°C
- Wrap in insulating material and allow to reach room temperature over 24 hours
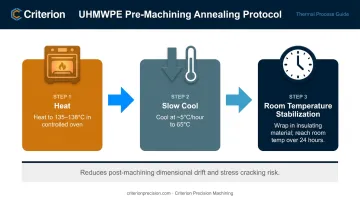
This process reduces post-machining dimensional drift and the risk of stress cracking. For tight-tolerance medical components — orthopedic bearings, implant trial components — skipping annealing is not a recoverable mistake.
Operation-Specific Techniques for UHMWPE
Drilling
For UHMWPE drilling, use the following tool geometry:
- Point angle: 90°
- Rake angle: 10–20°
- Clearance angle: 5–15°
- Flute area: Generous — to evacuate chips and heat efficiently
Peck drilling is mandatory for deep holes. Withdrawing the drill at regular intervals clears chips and lets the workpiece cool between passes. Without it, chip packing and heat buildup combine quickly — producing oversize holes and melted bore walls.
Milling, Turning, and Sawing
Milling:
- Climb milling (cutter rotation matches direction of travel) consistently produces better surface finishes and lower cutting forces than conventional milling
- Minimize tool overhang to reduce vibration
- For thin or flexible workpieces, vacuum systems or double-sided tape prevent deformation without clamping
Turning:
- Same rake and relief geometry principles apply
- Keep cutting zone temperature in check with compressed air — continuous monitoring of chip character (stringy vs. discrete) is a reliable real-time heat indicator
Sawing:
- Hollow-ground circular blades without tooth set produce smooth cuts up to 3/4″ thickness
- Tungsten carbide blades deliver the best surface finish and tool life for production sawing
- Rip and combination blades minimize frictional heat generation

UHMWPE Grades and Industry Applications
Major Commercial Grades
| Grade | Key Characteristics | Primary Applications |
|---|---|---|
| Standard/virgin | Most predictable machining behavior | General industrial |
| FDA-compliant/food-grade | No additives, direct food contact (21 CFR 177.1520) | Food processing equipment |
| Highly cross-linked medical-grade | Gamma or e-beam irradiated; improved oxidation resistance | Orthopedic implants |
| Bearing/wear grades | Additives for enhanced wear performance | Bushings, wear strips |
| X-ray detectable (e.g., Polystone® M XDT) | Detectable down to 3mm particle size | Food/beverage processing |
Grade selection should be confirmed before establishing machining parameters. Cross-linked grades, in particular, can behave differently under cutting than standard UHMWPE.
Industrial Applications
UHMWPE's combination of impact resistance, abrasion resistance, and low friction makes it the preferred choice over metals and standard plastics in high-wear environments:
- Conveyor and chute liners
- Hopper linings for bulk material flow
- Marine fender systems and dock components (performs wet or dry, no rot or corrosion)
- Food processing machine parts: star wheels, idler sprockets, guide rails
- Bearings and bushings
That same durability profile — high impact resistance, low friction, no corrosion — is what drives its use in medical-grade applications, where the performance stakes are considerably higher.
Medical Applications
UHMWPE has been the standard bearing material in total joint arthroplasty since its introduction in 1962, used in hip, knee, and spinal implants. Highly cross-linked variants, introduced clinically in the late 1990s, are now widely used in total hip arthroplasty due to improved oxidation resistance.
Machining medical-grade UHMWPE is significantly more demanding than industrial work. The requirements aren't just tighter — they're defined by regulation:
- Fine surface finishes on bearing surfaces
- Tight dimensional tolerances with full stabilization before inspection
- Complete material traceability (lot number, certification, test results)
- Biocompatibility verification per ASTM F648 and ISO 5834
- Manufacturing under an ISO 13485-certified quality management system
For implant and implant-adjacent components, each item on that list is a regulatory requirement, not a best practice.
Contamination Control and Quality Inspection for Precision UHMWPE Parts
Why Contamination Matters
Metallic particles from shared machine shop equipment can become embedded in UHMWPE's surface during cutting. For implant-grade components, this directly compromises biocompatibility. For food processing parts, it introduces foreign body contamination risk. For either application, it means scrapped parts and potential regulatory issues.
Machining medical or food-contact UHMWPE in a polymer-dedicated or strictly controlled environment — separated from metal cutting operations — is a process control requirement, not a preference.
Post-Machining Inspection Timing
UHMWPE's stress relaxation behavior is the most counterintuitive quality challenge. Dimensions measured immediately after machining may not reflect the part's final state. For precision applications:
- Allow machined parts to stabilize for 24–72 hours before final inspection
- Take sequential measurements at intervals (0, 24, 48, 72 hours) to confirm dimensional stability has been reached
- Conduct final inspection in a temperature-controlled environment — UHMWPE's high thermal expansion coefficient means dimensional readings are sensitive to ambient temperature variation
Certified Quality Systems for Mission-Critical UHMWPE
For medical device manufacturers and mission-critical industries, the machining environment and quality system carry equal weight to the machining process itself.
Criterion Precision Machining — ISO 13485 and ISO 9001 certified, and FDA registered — provides the documented quality management system, controlled machining environment, and inspection capability needed for this class of work. Criterion's inspection equipment includes a Global Advantage CMM with PC-DMIS software and Keyence systems capable of simultaneous multi-dimension measurement — supporting dimensional verification after full stabilization periods and delivering the traceability documentation that regulated industries require.
Frequently Asked Questions
Is UHMWPE hard to machine?
Yes — UHMWPE presents significant challenges, primarily heat buildup (softening around 80°C, melting at 130–138°C), thermal expansion roughly 15–18× that of steel, tool gumming from long polymer chains, and post-machining dimensional drift. With the right tooling, parameters, and process discipline, precision parts can be produced consistently.
What is the tensile strength of UHMWPE?
Tensile yield strength is approximately 21–26 MPa per ASTM D638. Lower than most metals, but UHMWPE's "no break" Izod impact rating (ASTM D256), outstanding abrasion resistance, and ~250–350% elongation at break make it exceptional for wear and impact applications.
What tools work best for machining UHMWPE?
Sharp carbide tools with 10–20° positive rake angles and polished surfaces suit general machining; PCD tools are preferred for production runs or medical-grade applications requiring fine surface finish. Never use tools previously run on metals — residual contamination and edge degradation both compromise part quality.
Can UHMWPE be used in medical implants?
Yes. Highly cross-linked medical-grade UHMWPE has been the standard biomaterial for total joint arthroplasty (hip, knee, spine) since the 1960s. Machined implant components require manufacturing under ISO 13485-certified quality systems, conformance with ASTM F648 and ISO 5834, and full material traceability.
What coolant should be used when machining UHMWPE?
Compressed air or vacuum chip evacuation is preferred for tight-tolerance work. Water-soluble, non-petroleum coolants are acceptable for general operations. Petroleum-based fluids should be avoided — they can cause stress cracking and dimensional instability in UHMWPE over time.
What tolerances can be achieved when machining UHMWPE?
Practical tolerances typically range from ±0.003–0.005″ under standard conditions. Tighter tolerances are achievable through pre-machining annealing, specialized tooling, staged machining with stabilization periods, and temperature-controlled inspection.


