ASTM F136 (Ti-6Al-4V ELI, Grade 23) is the defining standard for wrought implant-grade titanium. Its tighter chemistry, stricter traceability requirements, and demanding surface integrity expectations create machining challenges that standard aerospace Ti-6Al-4V work simply doesn't involve. Engineers and procurement managers sourcing this work need to understand not just the cutting parameters, but the full chain from material qualification through certified inspection.
This guide covers the material-specific machining challenges of ASTM F136, practical strategies for tooling and parameters, surface integrity requirements, and the quality system obligations that certified shops must satisfy.
Key Takeaways:
- ASTM F136 (Grade 23) machines differently than standard Ti-6Al-4V (Grade 5) — its lower interstitial content makes it more ductile and adhesive, requiring sharper tools and more aggressive chip management
- Surface integrity for implants extends beyond Ra — thermal damage, residual stress, and contamination directly affect fatigue life and osseointegration
- ISO 13485 certification is a baseline requirement for shops supplying implant components, not a differentiator
- Full material traceability from mill certificate to finished inspection record is a regulatory obligation, not an option
What Is ASTM F136 Titanium and Why Does the Standard Matter for Machining?
The ELI Designation Is the Critical Differentiator
ASTM F136 is the full specification for Wrought Titanium-6Aluminum-4Vanadium ELI (Extra Low Interstitial) Alloy for Surgical Implant Applications (UNS R56401). It covers chemical, mechanical, and metallurgical requirements for wrought annealed Ti-6Al-4V ELI in strip, sheet, plate, bar, and wire forms intended for surgical implants.
The "ELI" designation is what separates Grade 23 from standard Ti-6Al-4V (Grade 5, ASTM F1472). Interstitial elements — oxygen, nitrogen, carbon, hydrogen, and iron — are held to significantly tighter limits:
| Element | ASTM F136 (Grade 23) Max |
|---|---|
| Oxygen (O) | 0.13% |
| Carbon (C) | 0.08% |
| Nitrogen (N) | 0.03–0.05% |
| Hydrogen (H) | ~0.012% (120 ppm) |
| Iron (Fe) | 0.25% |
These limits improve fracture toughness and fatigue life — properties that matter when an implant must survive decades of cyclic loading. They also affect how the alloy cuts.
Mechanical Properties and Their Machining Implications
| Property | ASTM F136 Value | Machining Implication |
|---|---|---|
| Min. tensile strength | ~862 MPa (125 ksi) | High cutting force requirements |
| Min. yield strength | ~793 MPa (115 ksi) | Springback and deflection under tool pressure |
| Elongation | 10% min | Ductility contributes to adhesion and BUE |
| Hardness | ~326 HB typical | Moderate hardness combined with gumminess causes built-up edge |
| Young's modulus | 113.8 GPa | Low relative stiffness drives workpiece deflection |
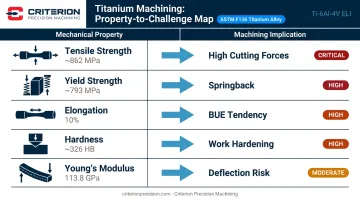
Compared to standard Grade 5, ELI's lower interstitial content makes it slightly more ductile and gummy. That translates to a greater tendency to adhere to cutting tools and work harden under stress — a nuance that parameter selection must account for directly.
The standard's international equivalent is ISO 5832-3:2021 (Implants for Surgery — Metallic Materials — Part 3: Wrought Titanium 6-Aluminium 4-Vanadium Alloy). Beyond machining behavior, the standard also governs the documentation chain: material traceability from mill certificate through finished inspection is a formal compliance requirement with no shortcuts permitted.
Why ASTM F136 Is Difficult to Machine
Low Thermal Conductivity: The Primary Hazard
ASTM F136 has a thermal conductivity of 6.70 W/(m·K). Put that in context:
| Material | Thermal Conductivity |
|---|---|
| ASTM F136 Titanium | 6.70 W/(m·K) |
| 316L Stainless Steel | 14.0–15.9 W/(m·K) |
| 6061-T6 Aluminum | 167 W/(m·K) |
Heat generated at the cutting zone has almost nowhere to go. It concentrates at the tool-chip interface, accelerating tool wear and raising the risk of thermal damage to the implant surface.
For aerospace titanium, thermal damage is a machining quality concern. For implant-grade work, it's a patient safety concern.
Work Hardening and Chemical Reactivity
Two additional properties compound the heat problem:
- Work hardening: ASTM F136 hardens rapidly under cutting stress. Dwelling, rubbing, or re-cutting chips accelerates tool wear and creates surface residual stresses that reduce fatigue life in the finished implant.
- Chemical reactivity: Titanium forms strong chemical bonds with carbide tools at elevated temperatures, causing built-up edge (BUE), material transfer, and in severe cases, catastrophic tool failure.
Springback, Deflection, and Contamination Risk
The combination of high strength and relatively low modulus (113.8 GPa) causes workpieces to deflect under cutting pressure and spring back after the tool passes. Tight-tolerance features — bores, threads, contoured surfaces — are especially affected, requiring rigid fixturing and shorter tooling setups.
Implant machining also introduces a contamination risk absent from aerospace work: iron pickup from carbon steel fixtures or tooling can create galvanic sites and biocompatibility concerns in finished implants. This is a documented failure mode — one that certified shops must actively control through material-segregated fixturing and tooling protocols.
Machining Strategies, Tooling, and Parameters for ASTM F136
Cutting Tool Selection
Tool selection for ASTM F136 starts with two principles: keep the cutting edge sharp, and minimize chemical affinity between the tool and the workpiece.
Preferred tool materials:
- Sharp, uncoated or AlTiN-coated submicron carbide
- High positive rake angles to reduce cutting forces and heat at the tip
- Large relief angles to prevent rubbing
- Polished flutes to discourage chip adhesion
Coatings to approach carefully: TiN (titanium nitride) coatings carry a documented affinity risk — titanium workpiece material chemically bonds with TiN coating at elevated temperatures, accelerating BUE. The evidence is nuanced (some coated tools perform well in specific conditions), but the mechanism is real. Uncoated carbide or AlTiN coatings are the more reliable starting point for ASTM F136.
Geometry guidance from Sandvik's Ti-alloy tooling recommendations supports comparatively positive rake and a sharp but strong cutting edge. Validate specific numeric ranges with your toolmaker — most published data covers general Ti-6Al-4V (Grade 5), not ELI specifically.
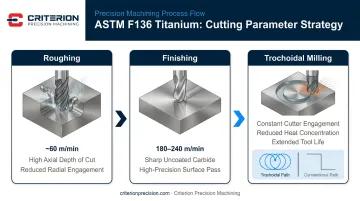
Cutting Parameters
Published cutting speed guidance for titanium alloys:
- Roughing: ~60 m/min (per Sandvik general titanium guidance)
- Finishing: approximately 3–4× roughing speed, roughly 180–240 m/min
- General carbide titanium range: 45–100 m/min (per Seco Tools guidance)
These figures come from general Ti-6Al-4V guidance. ELI-specific data tables are not widely published by toolmakers, so treat them as starting points and confirm with your tooling supplier for your specific operation.
Feed rate strategy: Feed should be high enough to ensure the tool is cutting, not rubbing. Rubbing causes work hardening and rapid tool wear — the opposite of what conservative operators often assume is "safe."
Depth of cut: For implant features, favor higher axial depth with reduced radial engagement. Trochoidal milling strategies limit heat concentration, extend tool life, and reduce work hardening risk — particularly important for thin-walled or high-aspect-ratio features. Trochoidal paths maintain constant cutter engagement, reducing shock in titanium and extending tool life — a benefit Sandvik explicitly notes in its Ti-alloy machining guidance.
Coolant and Chip Management
High-pressure coolant (HPC) delivered directly to the cutting zone is not optional for ASTM F136 implant work. It serves three functions: lowering tool-chip interface temperature, preventing BUE, and flushing chips before re-cutting occurs.
Two additional considerations apply specifically to implant-grade machining:
- Coolant compatibility: Coolants must be medical-process compatible. Residual contamination from incompatible cutting fluids is a biocompatibility concern.
- Chip fire risk: Titanium chips and dust are a documented combustion hazard. OSHA records a 2010 titanium dust explosion that killed three workers. Chip management — regular evacuation, proper containment, and compliance with NFPA 484 for combustible metals — is a production safety obligation, not just a housekeeping issue.
Swiss Turning for Small Implant Components
For small, high-precision implant components — bone screws, surgical pins, orthopedic fasteners — Swiss-style CNC turning is the preferred method. Guide bushing support provides rigidity for long, slender features that would otherwise deflect under cutting forces.
Criterion Precision Machining's Swiss turning capabilities are matched to the demands of small implant hardware:
- 5-axis, 6-axis, and 8-axis CNC Swiss screw machines with live tooling
- Component diameter range: 0.04" to 0.875"
- Tolerances held to ±0.0002"
Thread form accuracy and surface finish consistency in these components directly affect clinical performance — making Swiss turning the right process where deflection and geometry control matter most.
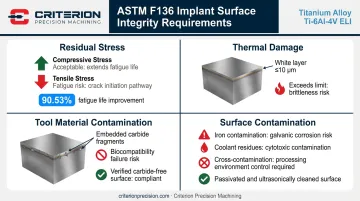
Surface Integrity and Finish Requirements for Surgical Implants
Surface integrity for ASTM F136 implants extends well beyond Ra. The complete picture includes:
- Subsurface residual stress state — compressive stress improves fatigue life; tensile residual stress from aggressive cutting reduces it. One titanium-alloy study found that increasing compressive residual stress from 392.3 MPa to 617.5 MPa improved median fatigue life by 90.53%.
- Absence of thermally damaged layers — excessive cutting heat can create a white layer (microstructural alteration typically ≤10 µm thick) that is brittle and prone to cracking under cyclic load
- Freedom from embedded tool material — carbide or coating fragments in the surface compromise biocompatibility
- Contamination-free surfaces — iron, coolant residues, and cross-contamination from other materials create corrosion and biocompatibility risks
Surface Finish by Implant Type
No universal Ra requirement exists across all machined ASTM F136 surfaces — requirements are device-specific, driven by OEM drawings and regulatory submissions. Peer-reviewed dental implant literature uses Sa classifications as a reference:
| Class | Sa Value | Typical Application |
|---|---|---|
| Smooth | <0.5 µm | Precision-fit interfaces |
| Minimally rough | 0.5–1.0 µm | Abutment surfaces |
| Moderately rough | 1.0–2.0 µm | Bone-contacting surfaces |
| Rough | >2.0 µm | Some osseointegration surfaces |
Post-machining operations are commonly required to reach implant-ready surface conditions. Common treatments include:
- Passivation per ASTM F86 (Standard Practice for Surface Preparation and Marking of Metallic Surgical Implants), which governs surface preparation for metallic implants
- Electropolishing, frequently specified to improve corrosion resistance and remove surface damage introduced during machining
- Surface texture modification for osseointegration surfaces where controlled roughness is a design requirement
Every machining decision made upstream shapes this outcome: low cutting speeds, sharp tooling, proper coolant, and controlled chip evacuation determine whether the surface leaving the machine is clinically acceptable.
Quality Systems and Traceability for Implant-Grade Machining
Required Certifications
Machining ASTM F136 implant components requires a certified quality management system. At minimum:
- ISO 13485:2016 — the medical device QMS standard, mandating documented process control, risk management, and full material traceability
- ISO 9001:2015 — the foundational quality management standard
- FDA registration — required for finished-device contract manufacturers; component-only suppliers shipping exclusively to finished-device manufacturers may fall outside mandatory registration requirements, but classification must be verified for each business model
The FDA's Quality Management System Regulation (QMSR), effective February 2, 2026, incorporates ISO 13485:2016 by reference into 21 CFR Part 820. For US-based implant component suppliers, ISO 13485 certification and QMSR compliance are now functionally the same requirement.
Criterion Precision Machining holds ISO 13485:2016, ISO 9001:2015, and is FDA-registered — the certification stack implant OEMs require from machining suppliers.
Inspection and Documentation Requirements
Implant-grade machining requires inspection capability matched to the complexity of the parts. Criterion's quality infrastructure includes:
- Global Advantage CMM with PC-DMIS software — for complex 3D dimensional verification of implant geometries
- OASIS Optical Automatic Smart Inspection System — non-contact multi-dimension simultaneous measurement
- Keyence IM-series vision systems — capable of measuring up to 99 dimensions on up to 100 parts simultaneously for batch verification

Documentation requirements for each production lot include material traceability to the ASTM F136 mill certificate, dimensional inspection records, and First Article Inspection (FAI) reports satisfying OEM quality requirements. FAI is required under purchasing controls and supplier quality agreements, even where no single FDA regulation uses that specific term.
ERP and Lot Traceability
Complete lot traceability, nonconformance management, and electronic documentation are regulatory obligations under ISO 13485 and 21 CFR Part 820. Criterion uses ProShop ERP to maintain that chain across every stage of production:
- Every operation, tool, and measurement linked to the originating work order
- Nonconformances captured and dispositioned within the same system
- Electronic records available for OEM supplier audits and regulatory review
This end-to-end traceability — from raw material mill certificate to final shipment — is what implant OEMs require when qualifying a machining supplier.
Common Surgical Implant Applications Machined from ASTM F136
ASTM F136 is the specified material across the primary load-bearing implant categories:
- Orthopedic: Hip stems, tibial trays, bone screws, trauma plates — Swiss turning for small fasteners, 5-axis milling for curved structural components
- Spinal: Pedicle screws, rods, interbody cages — a 2025 FDA 510(k) clearance (K252346) confirms Ti-6Al-4V ELI per ASTM F136 as the specified material for bone screw implant components
- Dental: Implant bodies, abutments — tightly toleranced small-diameter turned components
- Soft tissue and anchors: Suture anchors, fixation hardware for tendon and ligament repair
ASTM F136 is specified over commercially pure titanium grades (ASTM F67) for load-bearing applications because of its superior strength-to-weight ratio and fatigue resistance. Where a device must survive cyclic loading over decades, the higher mechanical properties of Ti-6Al-4V ELI justify its use.
Realizing that fatigue life in finished hardware requires holding tight tolerances — often ±0.0002" — and maintaining surface finishes that don't introduce stress concentrations. That's the specification gap that separates implant-grade machining from general job shop work.
Frequently Asked Questions
Is ASTM F136 titanium implant grade?
Yes. ASTM F136 is the definitive implant-grade titanium standard, specifying Ti-6Al-4V ELI (Extra Low Interstitial) alloy with strict chemical, mechanical, and biocompatibility requirements for permanent surgical use. That designation means it satisfies the strictest ASTM criteria for devices permanently implanted in the human body.
Can titanium be CNC machined?
Titanium, including ASTM F136, can be CNC machined, but it requires specialized tooling, carefully controlled parameters, high-pressure coolant, and experienced machinists. Its low thermal conductivity, chemical reactivity with carbide tools, and work hardening behavior make it far more demanding than steel or aluminum.
What is the difference between ASTM F136 and standard Ti-6Al-4V when machining?
ASTM F136 (Grade 23) has lower oxygen, iron, and interstitial content than standard Ti-6Al-4V (Grade 5), making it slightly more ductile and gummy. This increases adhesion to cutting tools and work hardening tendency, requiring sharper tools, lower cutting speeds, and more aggressive chip management than standard Grade 5 work.
What surface finish is required for machined ASTM F136 implants?
Surface finish requirements are device-specific — there is no universal Ra requirement across all implant types. Machined surfaces must meet Ra specifications from OEM drawings and also be free from thermal damage, embedded tool material, and contamination. Post-machining processes such as passivation per ASTM F86 or electropolishing are commonly specified to achieve implant-ready surfaces.
What certifications should a machine shop have to machine ASTM F136 implant components?
At minimum: ISO 13485 (medical device QMS) and ISO 9001 certifications, FDA registration, and full material traceability systems. Implant component machining is regulated under medical device quality regulations requiring documented process control and lot-level traceability from raw material through finished inspection.
How do you prevent cross-contamination when machining ASTM F136 titanium?
Key contamination controls include:
- Dedicated titanium machining environments or rigorous cleaning protocols between material changeovers
- Stainless steel or titanium-alloy fixtures instead of carbon steel
- Medical-process-compatible coolants and disciplined chip management
Iron contamination from steel tooling or fixtures can compromise biocompatibility and create corrosion sites in finished implants.